







- Cierre sin columnas
- Display Touch screen LCD 8″ retroiluminado
- Control de la función Vacuum (vacío) en el molde
- Boquilla de la máquina refrigerada, con obturador neumático para inyección directa en la pieza
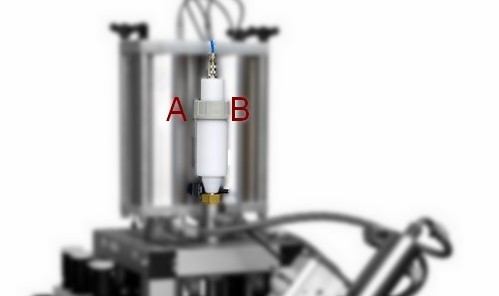
- 3 configuraciones diferentes: con carga por cartucho premezclado de 0,5 kg – con mezclador y dosificador con cartuchos (A + B de 1 kg) – con mezclador y dosificador con bidones (A + B de 20 kg)
- 10 idiomas disponibles
- Páginas de fácil consulta gracias a las teclas multifunción
- Control de Calidad en 4 parámetros de ciclo
- Control de temperaturas del molde PID
- 5 zonas de control de temperatura, dos de éstas libres, para regular la temperatura del molde o cámara caliente 230V
- Gestiona y memoriza más de 1000 ciclos de producción
- Salida USB backup programas
- Conexión Ethernet: modbus TCP
- Control de presión con transductor electrónico
- Control de la posición de inyección y cierre mediante transductores lineales
- Hidráulica proporcional
- Grupo motor-bomba insonorizado controlado por inverter
- Placa Euromap 67 (opcional)
- 3 configuraciones diferentes: estándar, mesa rotante, mesa en «V»
- Bajo coste de gestión – potencia instalada de 3 kW – refrigeración aprox. 120 l/h
- 3 posiciones de inyección diferentes
- Grupo de inyección con 5 pistones de inyección diferentes
- Salida para el control de auxiliares
- Circuito de refrigeración (6 zonas)
- Banda de tolerancia de temperaturas
- Expulsión hidráulica con sensor de control retroceso expulsores
- Gestión de noyos y soplo de aire
Calidad de las piezas producidas
- Moldes de pocas cavidades. Precisión dimensional fácil de obtener. Gracias al bajo coste hora, es posible conseguir un coste muy competitivo aún con moldes de pocas cavidades.
- Fácil equilibrado de la posición de las cavidades. Equilibrar la inyección en moldes de pocas cavidades es simple y permite minimizar la colada.
- Temperatura homogénea del molde. Gracias a las dimensiones reducidas del molde y al posicionamiento de los termopares (en parte fija y móvil) cerca de las cavidades.
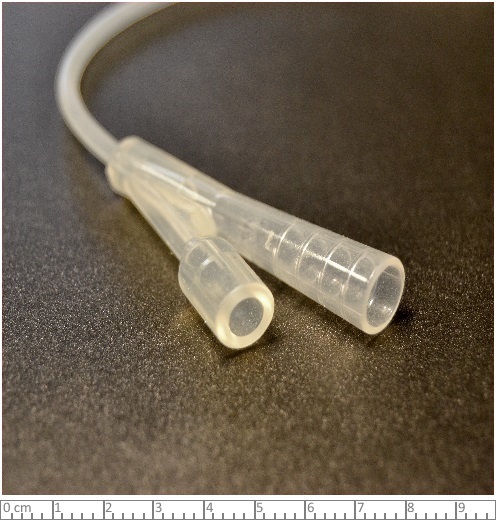
- Grupo de inyección atemperado. Por sus dimensiones reducidas, el material remanente en el grupo de inyección, después de ser mezclado, es de pocos centímetros cúbicos. El grupo de inyección, incluida la boquilla, está refrigerado. Esto garantiza la validez del material incluso para reducidísimos gramajes.
Bajo coste de producción
- Bajo consumo ELàCTRICO. Sólo 3 kW de potencia instalada, Inverter para la gestión de la velocidad del motor. Durante el ciclo, consumos desde 1,5 a 2,5 kW.
- Reducción de tiempos en los cambios de moldes y materiales. Molde centrado mediante dos clavijas colocadas en el plato fijo y sujetado con dos tornillos en cada parte a los platos de la máquina. Cambio de material y colores aprox. 150gr.
- Bajo consumo para el acondicionamiento del molde. Al reducir las dimensiones del molde, reducimos tiempo y energía a la hora de alcanzar y mantener la temperatura correcta del molde. Uso de dos resistencias de cartucho y un termopar para cada mitad de molde. Control de temperatura del molde directamente desde la máquina.
- Espacio reducido. Menos de 1 m² (0,6 m x 1 m).
- Modularidad en los sistemas de mezcla. Disponible en 3 sistemas diferentes de mezclado y carga LSR: cartucho pre-mezclado de 0,5 kg; dosificador con mezclador de dos componentes para cartuchos de 1 kg (1+1); dosificador con mezclador de dos componentes para bidones de 20 kg. De este modo, se minimizan las inversiones y se pueden satisfacer requerimientos que van desde el prototipado hasta las grandes producciones.
Baja inversión en el molde
- Moldes de pocas cavidades. El bajo coste hora de la máquina (aprox. de 2 a 2,5 €/h) permite obtener bajos costes de producción aún con moldes de pocas cavidades. Sobre todo en piezas técnicas donde el coste cavidad es elevado, (uso de carros, etc.) el ahorro en la reducción del número de figuras conlleva importantes reducciones de costes.
- Boquilla de inyección directa. Mediante una boquilla especial con obturación neumática de aguja y refrigerada, se puede inyectar directamente de la máquina a la pieza.
| Unidad | 6/12 | |||||
|---|---|---|---|---|---|---|
| Diámetro pistón | mm | 10 | 12 | 14 | 16 | 18 |
| Volumen | cm³ | 4,7 | 6,8 | 9,2 | 12 | 15 |
| Presión inyección | bar | 2.025 | 1.830 | 1.340 | 1.030 | 815 |
| Potencia instalada | kW | 3 | ||||
| Fuerza cierre | kN | 62 | ||||
| Carrera apertura | mm | 110 | ||||
| Fuerza expulsión | kN | 6,3 | ||||
| Carrera expulsión | mm | 50 | ||||
| Presión hidráulica | bar | 130 | ||||
| Capacidad depòsito aceite | l | 15 | ||||
| Ciclo en vacío | sec. | 2,4 | ||||
| Nivel de ruido | db | <70 | ||||
| Peso | Kg | 500 | ||||
| Tensiòn | 3 ~ 400V. 50/60 Hz. + Neutro + Tierra 3 ~ 230V. 50/60 Hz. + Tierra 1 ~ 230V. 50/60 Hz. + Tierra |
|||||
Todos los movimientos son hidráulicos
Todos los movimientos de la máquina son realizados por un grupo motorbomba de alto rendimiento colocado en el depósito de aceite, fácilmente controlable.
Puerta de protección neumática
Accionamiento neumático para apertura y cierre de la puerta de protección del molde (versión estándar y mesa en «V»).
Platos de la máquina estándar
La concepción de los platos de la máquina permite un montaje simple y rápido. En algunos casos con pequeños cambios se pueden usar moldes ya existentes.
Movimientos
La máquina está controlada íntegramente por dos potentes microprocesadores que controlan y gestionan los movimientos, los tiempos y las temperaturas del ciclo productivo.
Hidráulica Proporcional
Gracias a la hidráulica proporcional, la máquina controla y memoriza las presiones durante las fases del ciclo.
Máxima seguridad
Certificación CE.
Seguridad del molde
Aproximación en baja presión.
Display Touch screen a color
Salida USB y conexión Ethernet (modbus TCP)
Gestión del enfriamiento
La cantidad del líquido de enfriamiento en los diversos puntos de la máquina, incluido el molde, se regula a través de un caudalímetro.
Calefacción del molde
El uso de resistencias de cartucho y un termopar en cada una de las partes del molde (fija o móvil) permite obtener una temperatura homogénea en las cavidades con un consumo energético mínimo. Dispone de dos zonas de control de temperatura del molde, gestionadas desde el display. Temperatura máxima permitida 220 °C. Los platos de la máquina están refrigerados.
Tres posiciones de inyección diferentes
El grupo de inyección, colocado horizontalmente, permite tres posiciones de inyección: 45 mm, 70 mm y 95 mm respecto al plato inferior de la máquina.

Enfriadora
RB003AT - Enfriadora
- Pot. frigorífica 3,9 kW
- Pot. absorbida 1,5 kW
- 575x445 h.640
- Peso 77 kg
- 230 V/1/50/60 Hz

Euromap 67
RB067EU - Toma interfaz
ROBOT Euromap 67.
Dosificador colorante LSR 50 ml
RB016LC - Dosificador para colorante LSR a utilizar con dosificador LSR con cartucho de 1 kg.
Dosificator colorante LSR 1L
RB017LC - Dosificador para colorante LSR a utilizar con dosificador LSR con bidones de 20 kg.

Cartucho de premezcla
Configuración para el funcionamiento con cartucho de 0,5 kg con material pre-mezclado. No necesita usar el mezclador instalado en la máquina. Una solución exclusiva Babyplast que permite, a quien ya dispone de un sistema de mezcla, producir pequeños lotes o muestras a bajo coste.
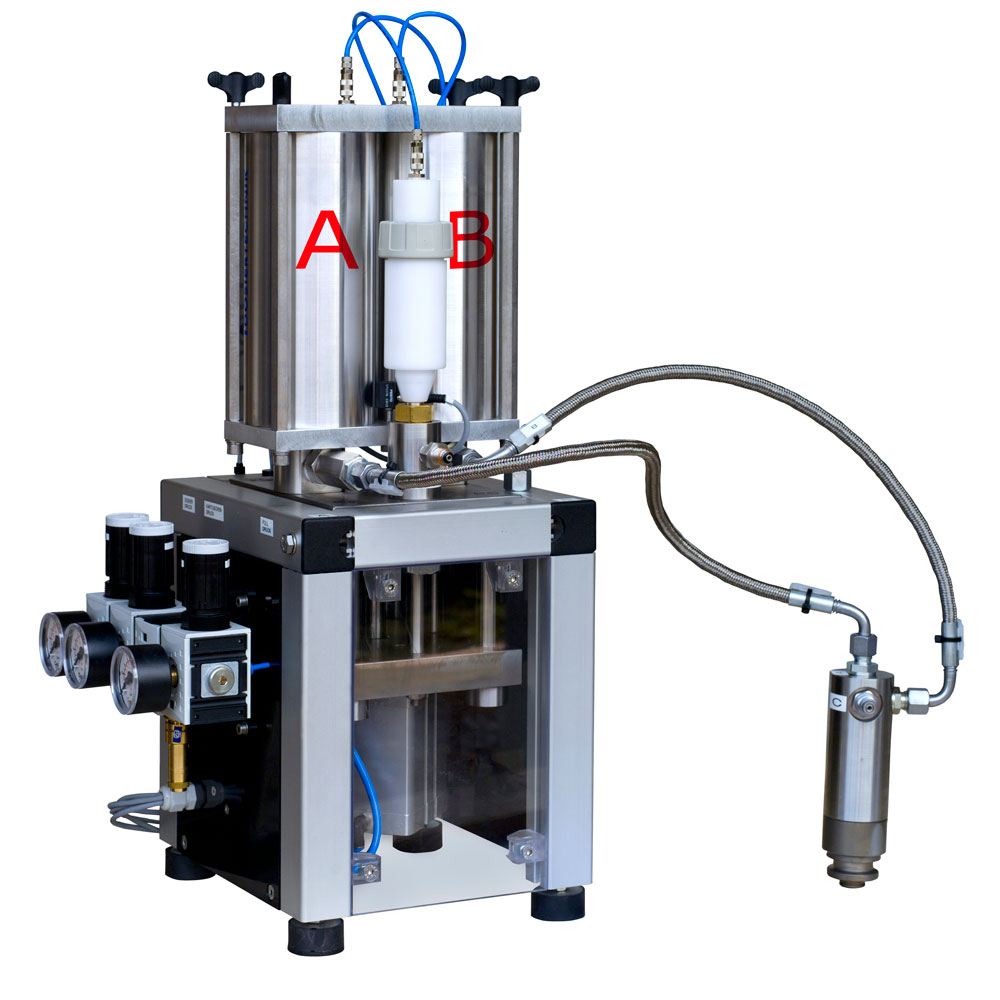
Dosificador de dos componentes 1kg
Configuración con mezclador y dosificador neumático de dos componentes (A y B) con cartuchos de 1 l. Permite usar la Babyplast LSR con una autonomía de 7/8 horas aproximadamente de funcionamiento. Cartucho para colorante opcional.

Dosificador de dos componentes 20kg
Configuración con mezcladora y dosificador neumático de dos componentes (A y B) con bidones de 20 kg. Permite usar la Babyplast LSR con una autonomía de varios días de funcionamiento. Cartucho para colorante opcional.
Médico
Material: LSR
N° Cavitades: 1
Peso peça: 5.9 gr
Peso injetada: 6.5 gr
