






- Display LCD 8″ Retro-Iluminado
- à possível selecionar 10 idiomas diferentes
- Páginas facilmente consultáveis graças a tecla multifunçàµes
- Controle de qualidade em 4 parâmetros do ciclo
- Controle de temperaturas PID (até 420°C)
- 4 zonas de controle de temperatura (5ª zona opcional) com regulagem de temperatura do molde ou canal quente 230V
- Controla e memoriza 100 ciclos de produção
- Saída USB backup programas
- Conexão Ethernet: modbus TCP
- Controle da pressão com transdutor eletrônico
- Controle de posição de injeção e fechamento com transdutores lineares
- Hidráulica proporcional
- Grupo moto-bomba silencioso controlado por inversor
- Placa Euromap 67 (opção)
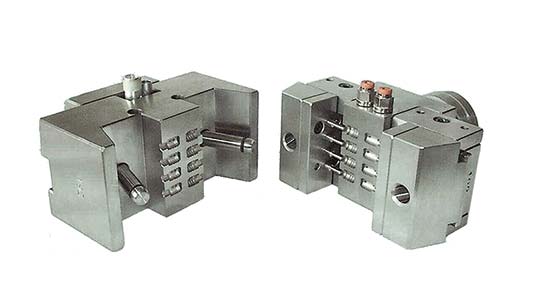
- Economia na construção do molde graças aos planos da máquina porta-matriz
- Baixo custo de energia – Potência instalada 3Kw – Arrefecimento aproximado de 120 l/h
- Injeção descentralizada – 5 pistàµes de 3 a 15 cc com pressàµes de 2650 a 815 bar
- Saída para o controle de auxiliares
- Circuito der arrefecimento (6 áreas)
- Intervalo de tolerância de temperaturas
- Extração hidráulica com sensor de controle de re-entrada de extratores
- Gestão machos e sopro de ar
Qualidade de peças produzidas
- Molde com baixo número de cavidades. Precisão dimensional simples de obter. Graças a baixo custo horário, é possível obter um custo competitivo também com moldes de poucas cavidades.
- Disposição cavidade simples balanceamento. Balancear a injeção em moldes de poucas cavidades é simples e permite minimizar a fundição.
- Temperatura molde homogénea. Graças ao adicionamento direto sobre a matriz.
- Plastificação das resinas sem stress de fricção. Graças ao seu particular sistema de plastificação a esferas, a temperatura no cilindro de plastificação é homogénea e todo singular grânulo vem plastificado per contato direto sobre o metal quente. Neste modo, a resina não padece um sobreaquecimento vindo da fricção.
- Breve residência da resina no grupo de injeção. Graças a reduzida dimensão da câmara de plastificação (15 cm³), o material sustenta por breve tempo na temperatura de transformação, também no caso de gramatura inferior ao gramo.
Baixo custo de produção
- Baixo consumo ELàTRICO. Somente 3 KW de potência instalada; inversor para a gestão da velocidade do motor. Em ciclo com consumos de 1,5 a 2,5 Kw
- Redução de tempos para troca de molde e material de matrizes fixadas com dois parafusos por parte centralizada nos planos da máquina. Troca de material e cor com aproximadamente 100/150 g
- Baixa relação fundição/peça. Injeção feita diretamente na matriz, com a consequente redução da fundição. Peso médio de uma fundição para 4 cavidades: 0,6 g
- Baixo consumo para acondicionamento do molde. Dimensàµesdo molde reduzidas a somente matrizes com consequência redução de tempo e energia (refrigeração/aquecimento) para alanço e mantenimento da correta temperatura do molde.
- Célula de produção em menos de 1m². Graças à reduzida dimensão (1×0,6m), é possível haver uma célula completa de produção (máquina – refrigerador – alimentador – separador de galho – desumidificador – robô) em menos de 1m².
- Flexibilidade em outras produçàµes. Fracionando a produção sobre mais máquinas, em caso de problemas pára-se somente uma parte da produção. à possível produzir contemporaneamente lotes de diversas cores . Partindo de pequenas produçàµes é possível incrementar-las replicando máquina/molde.
Baixo investimento do molde
- Molde com poucas cavidades. Graças ao baixo custo horário da máquina (de 1,5 a 2 €/h, aproximadamente) são possíveis baixos custos de produção também com moldes com poucas cavidades. Sobretudo em peças técnicas, onde o custo da cavidade é elevado (carrinhos, gavetas, etc.), a econômia na redução do número de cavidades leve a importantes reduçàµes de custos.
- Construção de somente matrizes. Graças ao particular conceito dos nossos planos da máquina (servem como porta-molde) para produçao sobre uma Babyplast, é suficiente construir somente as matrizes, evitando a utilizaçao de placas porta-molde.
- Mini câmaras quentes até 16 pontos de injeção. Visto a elevada difusão de aplicaçàµes em Babyplast, importantes construtores de câmaras quentes (Hasco – Ewikon – Thermoplay) teêm desenvolvidos mini câmaras quentes para a Babyplast, com até 16 pontos de injeção. Em alguns casos, graças a um especial bico da máquina, é possível também injeção direta da máquina para a peça sem a câmara calda.
- Mini placas normalizadas. São disponíveis (produção Rambaldi ou Hasco) uma linha de placas normalizadas para os moldes Babyplast em diversos tipos de aços, onde é requisitado somente trabalho de construção da cavidade. Isto é, consente uma notável econômia em tempo e custo de costrução de moldes.
| Unidade | 10/12 | |||||
|---|---|---|---|---|---|---|
| Diâmetro do pistão | mm | 10 | 12 | 14 | 16 | 18 |
| Volume | cm³ | 4,7 | 6,8 | 9,2 | 12 | 15 |
| Pressão de injeção | bar | 2.035 | 1.830 | 1.340 | 1.030 | 815 |
| Potência instalada | kW | 3 | ||||
| Força de fechamento | kN | 100 | ||||
| Força de abertura | kN | 9.9 | ||||
| Curso de abertura | mm | 30 - 110 | ||||
| Força de expulsão | kN | 8 | ||||
| Curso de expulsão | mm | 50 | ||||
| Pressão hidráulica | bar | 130 | ||||
| Capacidade reservatòrio de óleo | l | 15 | ||||
| Ciclo a vazio | sec. | 2,4 | ||||
| Nível de barulho | db | <70 | ||||
| Peso | Kg | 200 | ||||
| Tensão | 3 ~ 400V. 50/60 Hz. + Neutro + Terra 3 ~ 230V. 50/60 Hz. + Terra 1 ~ 230V. 50/60 Hz. + Terra |
|||||
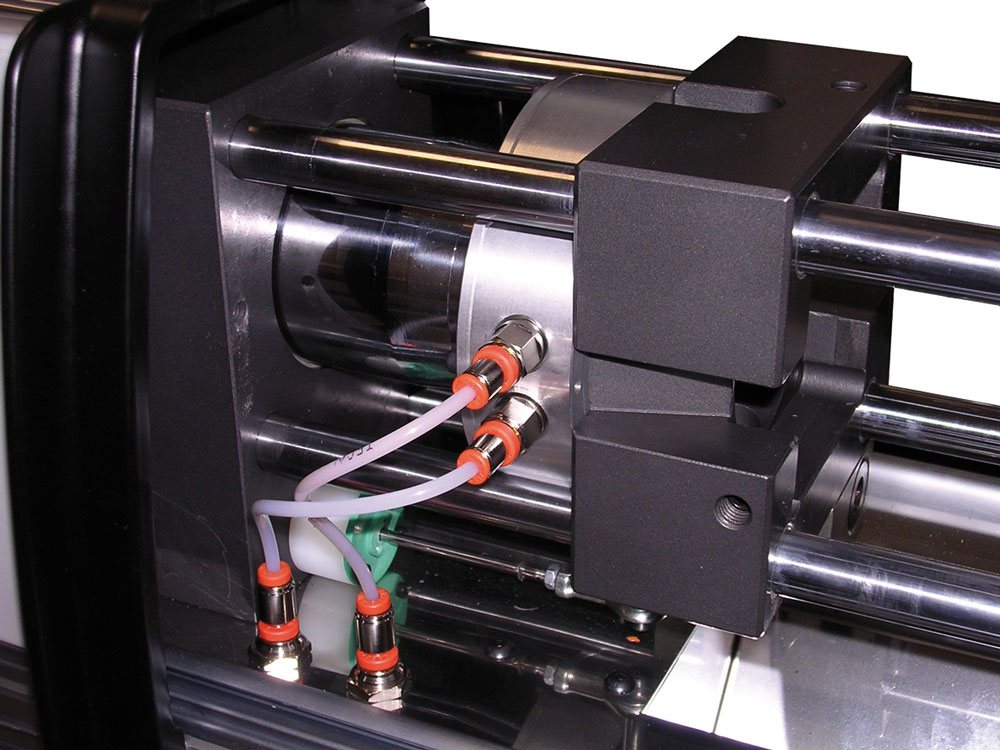
Todos os movimentos são hidráulicos
Todos os movimentos da máquina são comandados por um grupo moto-bomba (comandado por inversor) de elevado rendimento instalado no tanque do óleo e que pode ser facilmente inspecionado.
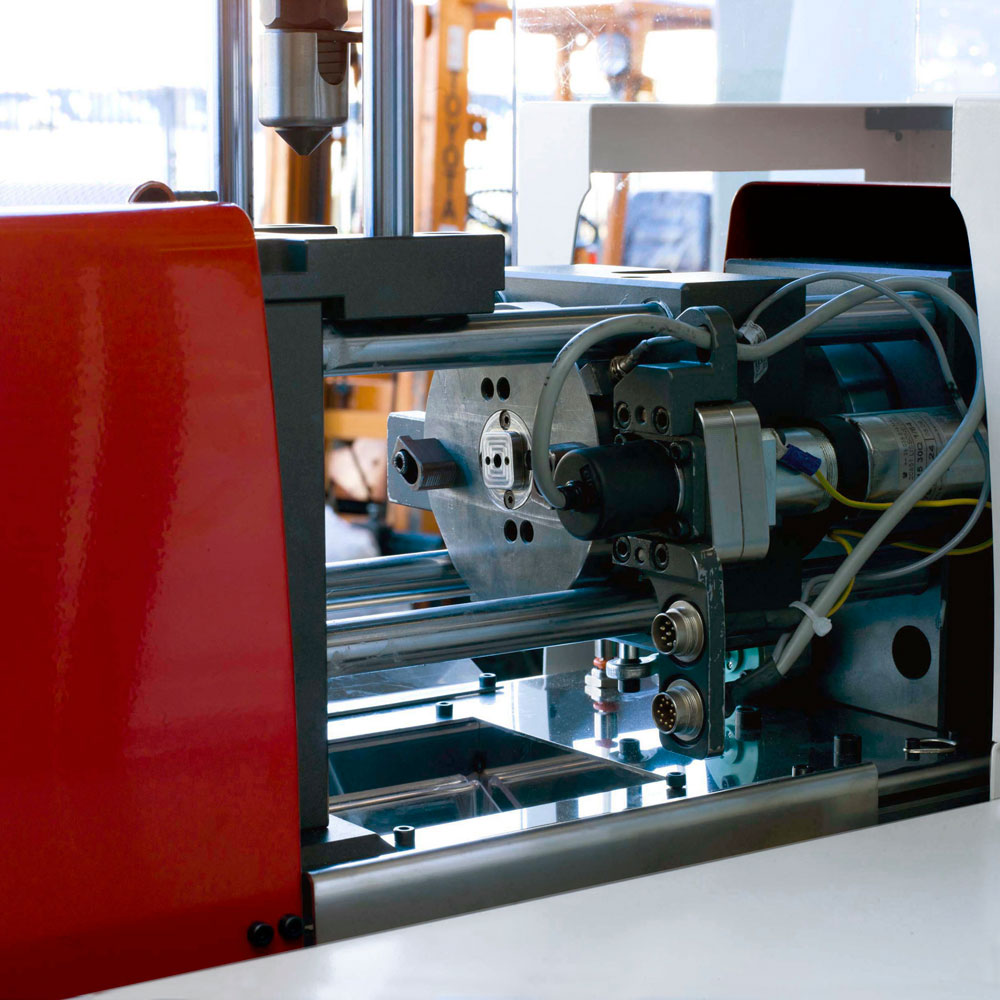
Planos especiais da máquina
O conceito original dos planos da máquina permite a montagem apenas das matrizes, reduzindo notavelmente, deste modo, as dimensàµes e o custo dos moldes.
Movimentos
A prensa é controlada por dois microprocessadores que controlam os movimentos, tempos e as temperaturas do ciclo de produção.
Hidráulica proporcional
Graças à hidráulica proporcional, as pressàµes durante as fases de ciclo são geridas e memorizadas pela máquina.
Máxima segurança
Certificação CE
Segurança do molde
Aproximação em baixa pressão
Display a cores

Saída USB e conexão Ethernet (modbus TCP)
Gestão do arrefecimento
A capacidade do fluxo do líquido de arrefecimento, nos vários pontos da prensa, inclusive o molde, pode ser regulada através de fluxômetro. Para temperaturas de molde até 90°C, é disponível um termorregulador específico para Babyplast (somente 0,7KW).
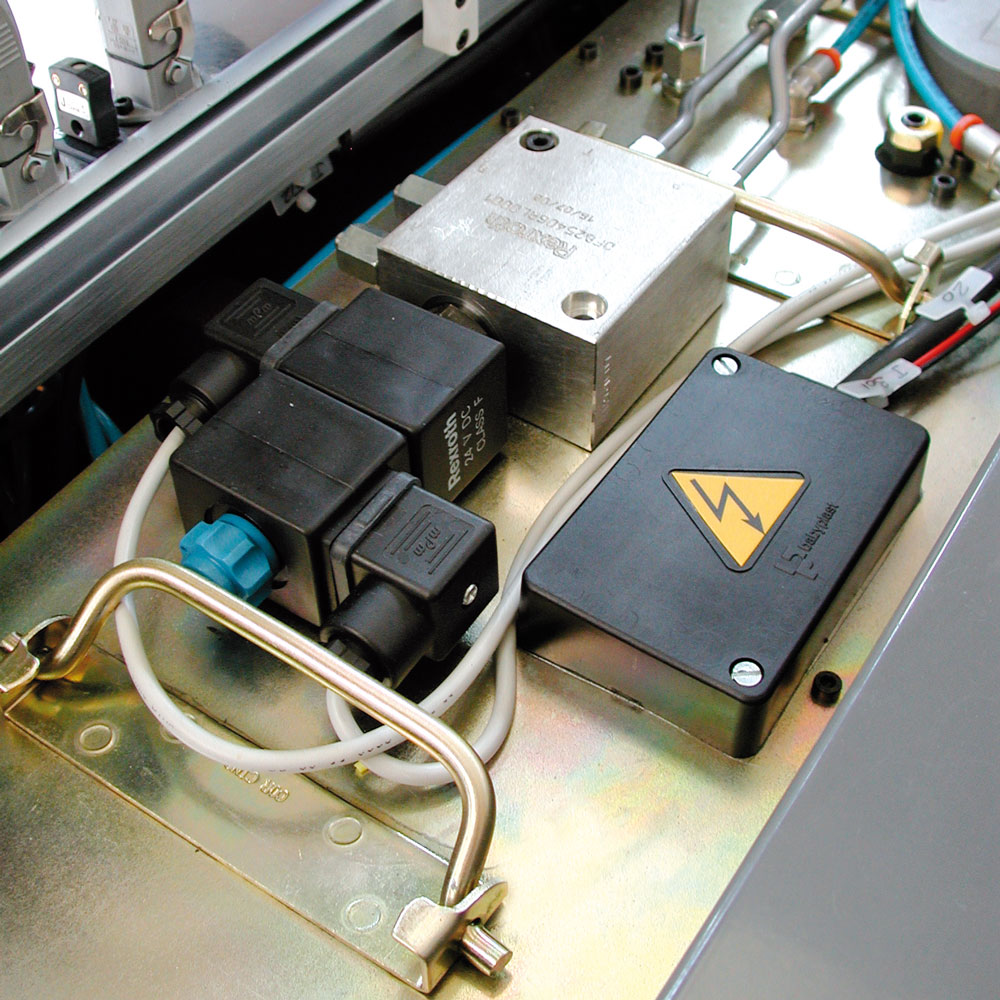
Aquecimento do molde ou câmara quente
Para temperaturas de molde até 200°C, a máquina dispàµe de série de uma zona de aquecimento a 230Volt para o molde (mais uma segunda zona opcional) que oferece a possibilidade de inserir resistências e termopares e controlar a temperatura do mole diretamente no display. A mesma zona pode ser utilizada, como alternativa, como controle de um bico ou câmara quente.
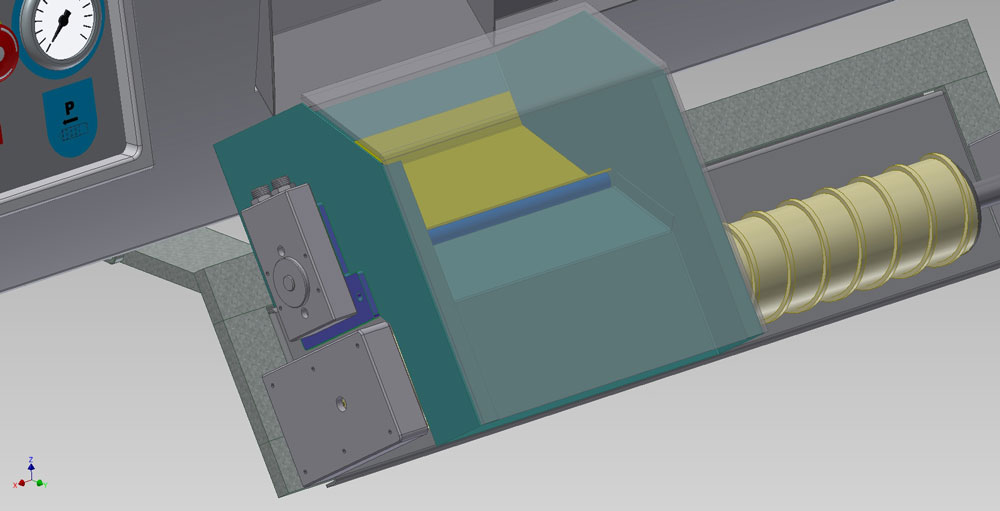
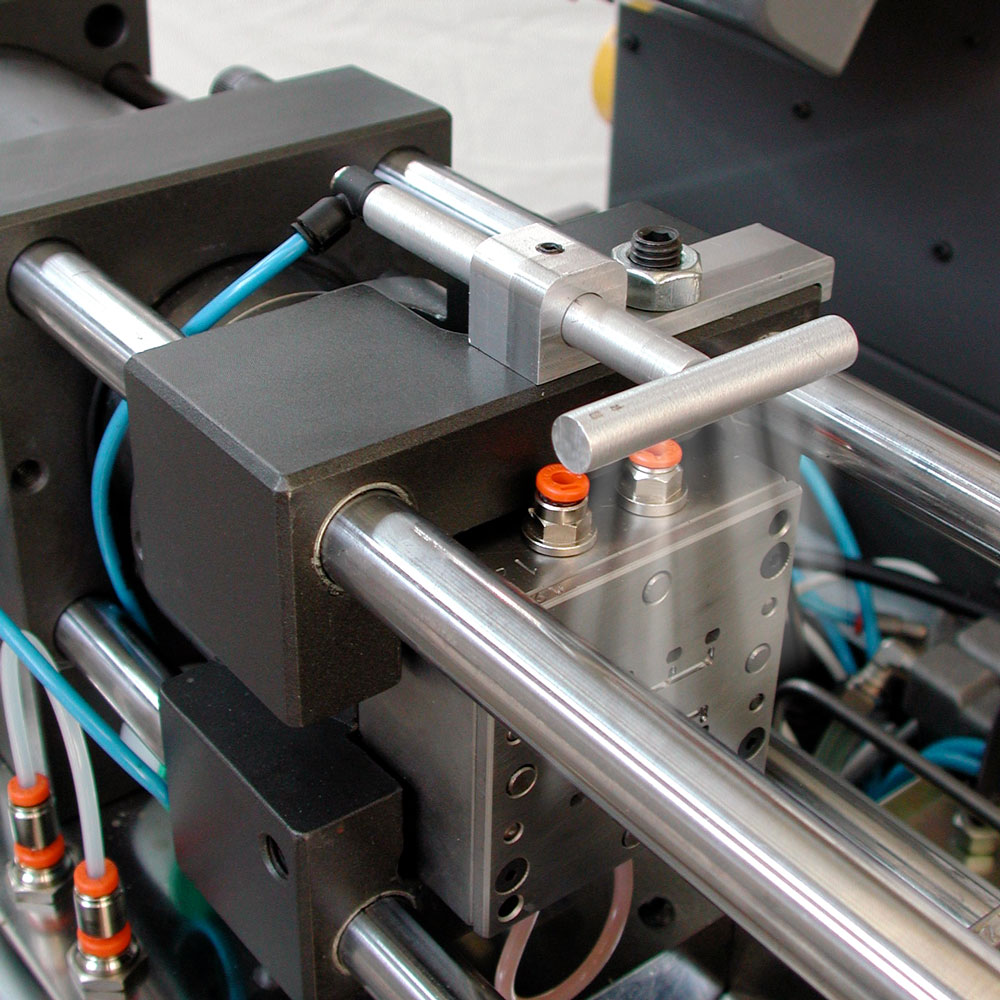
Injeção descentralizada
O grupo de injeção possui duas posiçàµes de injeção. Uma central e uma mais baixa, de 25 mm. Em caso de única moldagem, se não for possível injetar centralmente (por motivos estéticos), é possível manter a cavidade central em relação aos planos injetando em um dos lados.

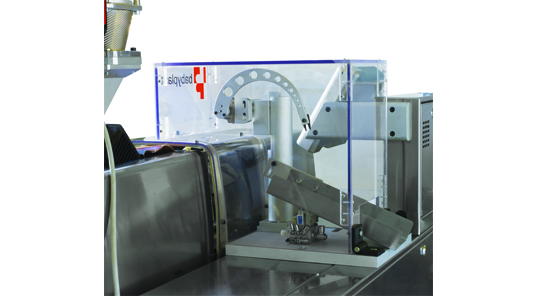
Porta pneumática
C1001200 - Porta pneumática para proteção do molde. Completa de comando bi-manual para acionamento do fechamento/abertura e colocação da máquina em ciclo.
Descarte de peças
C10013300 - Seletor pneumático para descarte de peças não-conformes. Instala-se sobre o separador de galhos o rolete "RB026SR", ativando o controle de qualidade presente na máquina, a cada ciclo fora de tolerância do parâmetro programado, será ativado o seletor pneumático que separará a caída das peças não-conformes.
Mesa rotatória
RB24TR/E - Mesa rotatória elétrica (diâm. 170 mm) com circuito de arrefecimento integrado para moldes com componente duplo ou moldes montatos. Controlada por inversor e comandada diretamente no display Babyplast. Para utilizar em associação a grupos de injeção (UAI) Babyplast.

Kit Altas Temperaturas
RB094HT - Para utilizar com materiais termoplásticos com temperaturas de plastificação superiores a 350°C.

Termorregulador
Termorregulador para moldes Babyplast. Temperatura máxima de 90°C com potência instalada de 0,7Kw. Para temperaturas de molde superiores a 90°C, e até 200°C, utilizar resistências elétricas Babyplast controladas diretamente pela máquina.
Anel de arrefecimento
C10006600 - Necessário quando o molde for aquecido com valores superiores a 80°. Permite arrefecer o plano móvel impedindo o aquecimento das colunas e do cilindro de fechamento. O plano fixo dispàµe de um circuito de arrefecimento interno de série na máquina, portanto, não necessita de ulteriores acessórios.
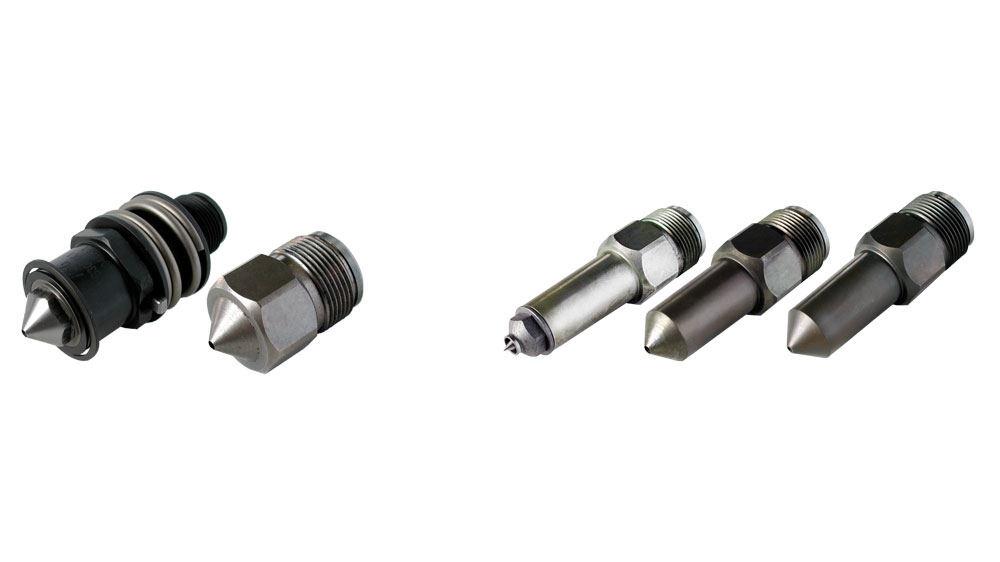
Bicos
à disponível uma ampla gama de bicos para satisfazer exigências diversas:
- RB006UO - Bico com obturação
- C1006656400 - Bico misturador - para obter uma cor uniforme utilizando Masterbatch. Disponível com furo de injeção padrão ou com diâm. de 1 mm.
- C20004100 - Bico com furo, diâm. 1 mm
- RB008PEW - Bico com injeção direta - com materiais de baixa temperatura (máx. 240°C) é possível injetar diretamente na peça sem o uso de uma câmara quente.

Separador de galhos
RB027SR - Graças à s reduzidas dimensàµes (900 x 100 mm) e à facilidade de instalação, é possível separar as peças produzidas pelo galho de modo simples e econômico.
à possível instalá-lo em todos os modelos Babyplast.
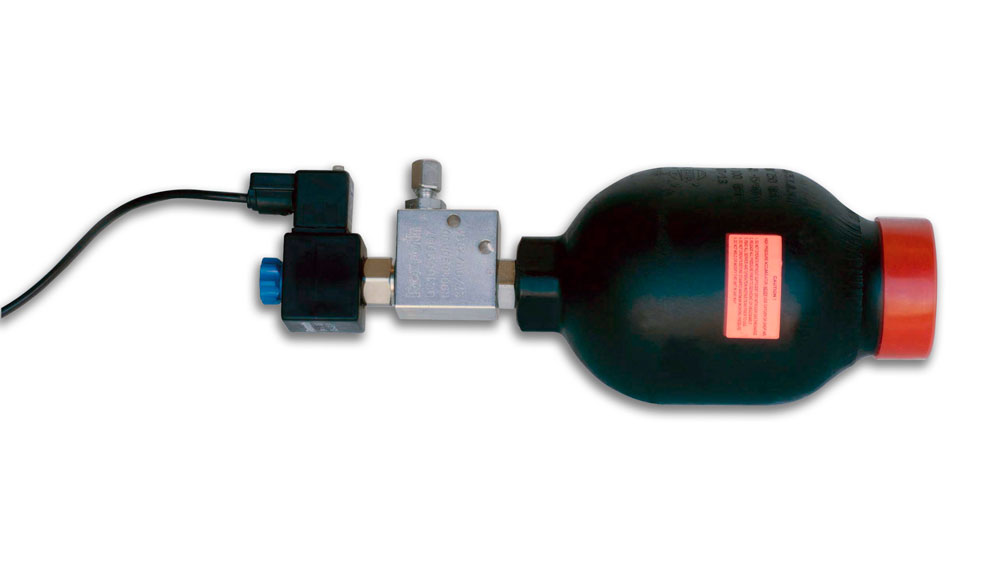
Acumulador de injeção
RB031AC - Acumulador de velocidade de injeção 0,75 l x 6/10P

Placas do molde normalizadas
Série de placas normalizadas para moldes Babyplast (75x75mm) já perfuradas para a fixação e com a galho central. Disponíveis também com injeção decentralizada.
Alimentador Venturi
RB081AV - Projetado especialmente para Babyplast, permite carregar grânulos com dificuldade de alimentação utilizando ar comprimido.
- Peso reduzido: aproximadamente 600 g ao invés de 6 kg, peso de um alimentador padrão. Pode ser instalado também em funil padrão.
- Ideal para grânulos com dificuldade de alimentação (TPE, etc.).
- Utilização na câmara branca: o ar utilizado para o carregamento pode ser dirigido para o lado externo da câmara.
- Controlo direto pelo display de Babyplast/UAI.
- Pode conter e manter poucas gramas no funil.
ATENààO: UTILIZAR SOMENTE AR SECO

Bancada
RB002BA - Bancada móvel para Babyplast - 600x1000 h900 - pré-disposta para o chiller.

Alimentador
RB003VH - Alimentador para grânulos plásticos - 230V-1-50/60Hz.

Desumidificador
RB051DE - Desumidificador F. Micro2000
- cap. 1,5 dmc.
- 1/230V/50Hz -250W
- temp. máx. 180°C com alimentador Venturi com sensor de carregamento - adaptado para Babyplast.
Com um emprego mínimo de energia permite manter o material desumidificado e na temperatura de pré-aquecimento configurada diretamente sobre o cilindro de plastificação Babyplast.
ATENààO: UTILIZAR SOMENTE AR COMPRIMIDO SECO
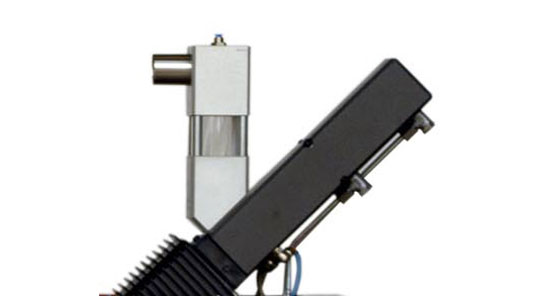
Separador / extração de galho pneumático
RB092PMF - Dispositivo de remoção - Separador de galho com pinça pneumática para a extração do galho por trás da máquina.
Instala-se na parte posterior da máquina e é comandado diretamente pelo display Babyplast. Páginas de controle disponíveis somente em display de 8".

5a Zona de aquecimento
RB025ZA - Zona de controle de temperatura adicional para molde - lado móvel.
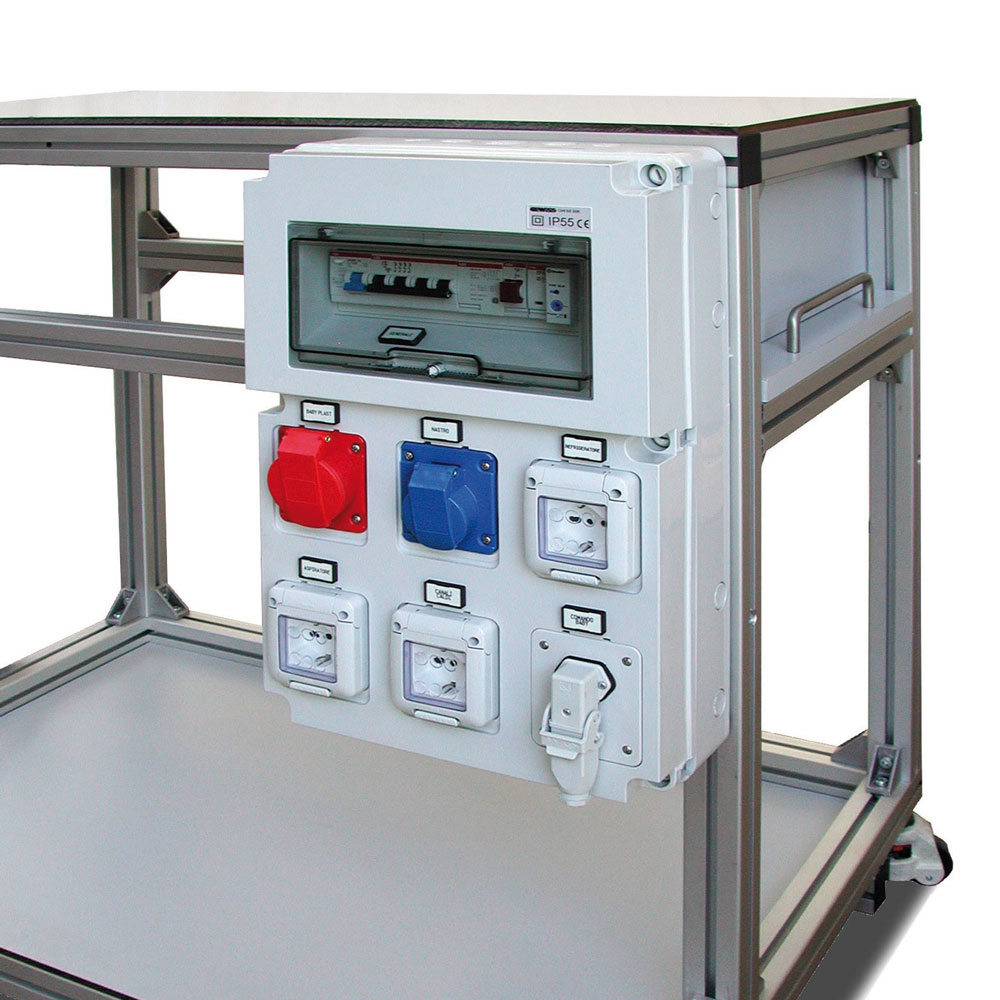
Quadro elétrico
RB018QA - Quadro de alimentação auxiliares - CE - controlado pela máquina; se estiver em condição de alarme, interrompe a alimentação dos auxiliares.

Câmaras quentes
Disponíveis bicos e câmaras quentes especiais Babyplast até 16 pontos de injeção. Ewikon - Asso - Thermoplay - Witosa - Gunter.
Moldes Babyplast
Consultoria, projeto e fabricação de moldes Babyplast
Grupo hidráulico Machos
RB004MI - Grupo hidráulico para o controle e acionamento de machos.
Sopro de ar
RB017SA - Sopro de ar regulável, que pode ser aplicável ao plano móvel com válvula de controle.

Euromap 67
RB067EU - Ficha interface
ROBOT Euromap 67.

Chiller
RB003AT - Chiller
- Pot. de refrigeração 3,9 Kw
- Pot. absorvida 1,5Kw
- 575x445 h.640
- Peso 77 kg
- 230V/1/50/60Hz

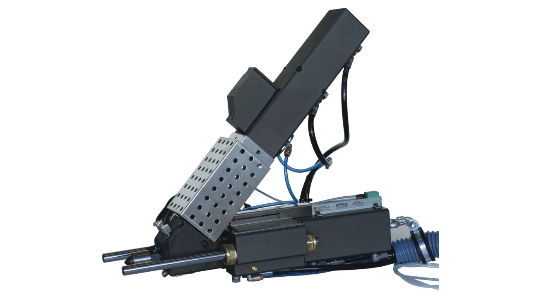
2K
2K em Babyplast 610P é possível instalar um segundo grupo de injeção (UAI Babyplast) para a moldagem bi-componente. O grupo UAI é uma unidade completamente autônoma (possui um controle eletrônico e hidráulico distinto) e pode ser facilmente removida e utilizável em máquinas de tipo padrão, fixando-a diretamente no molde.

Plastificação Plus
Grupo de plastificação PLUS, aumenta o volume da câmara de plastificação de 15 cc (padrão) a 30 cc
Grupo injeção Plus
Grupo de injeção PLUS, aumenta o volume injetável, disponível com pistàµes com diâm. 16 mm (16 cc) – 18 mm (20cc) -20 mm (25cc) – 22 mm (30cc) – 24 mm (36cc).
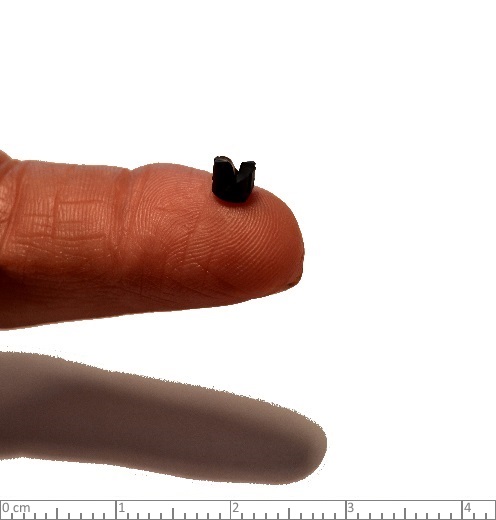
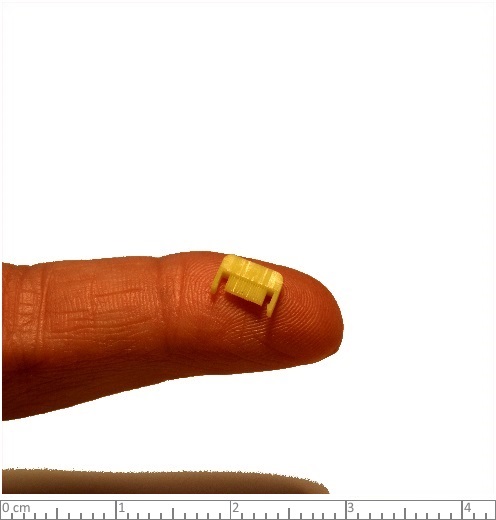
Micromecânica
Material: POM
N° Cavitades: 4
Peso peça: 0.005 gr
Peso injetada: 0.42 gr

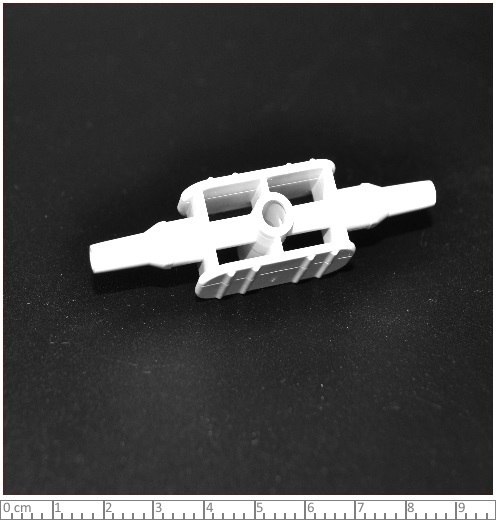
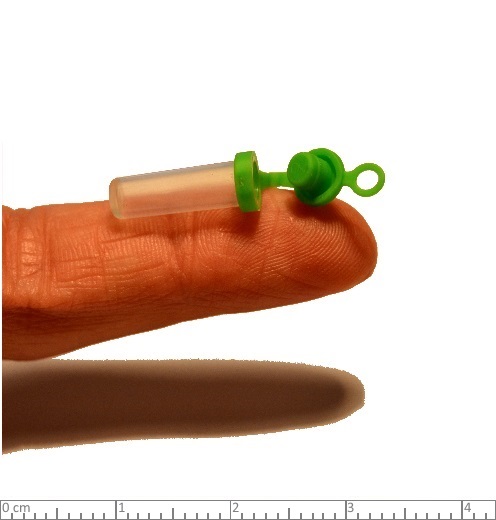
Médico
Material: PEEK
N° Cavitades: 1
Peso peça: 1.59 gr
Peso injetada: 2.29 gr
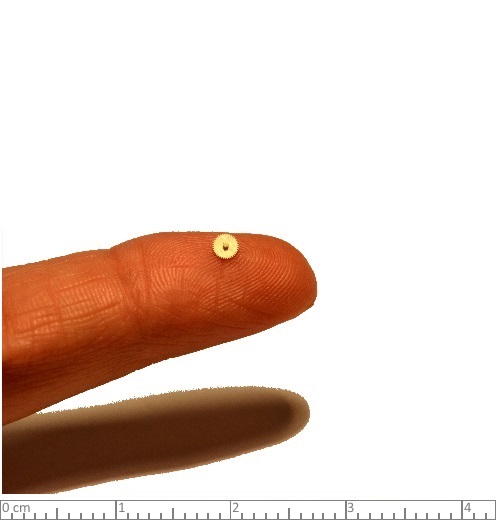
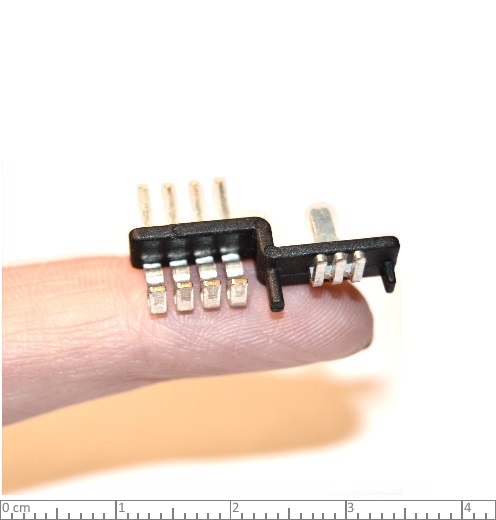
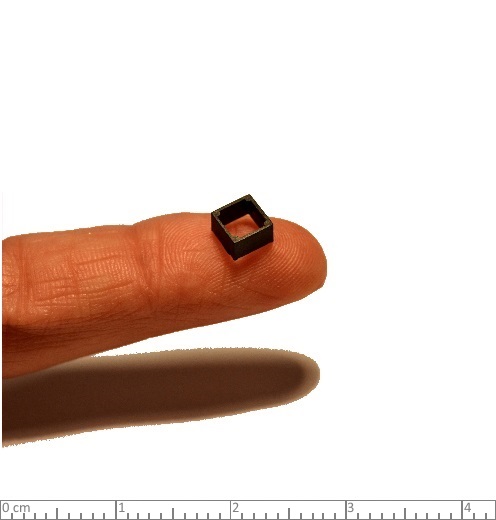
Eletrônico
Material: LCP
N° Cavitades: 2
Peso peça: 0.005 gr
Peso injetada: 0.51 gr
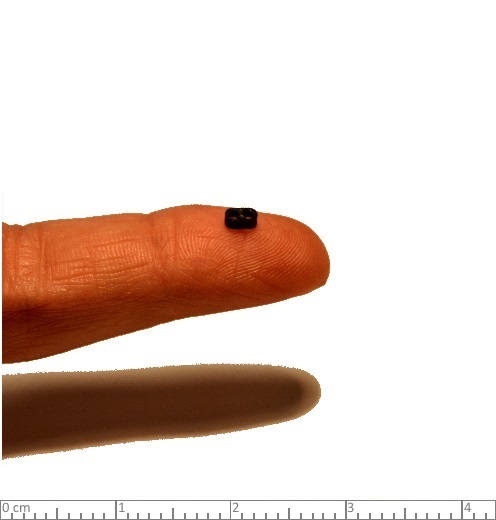
Eletrônico
Material: POM
N° Cavitades: 8
Peso peça: 0.044 gr
Peso injetada: 0.75 gr

Eletrônico
Material: POM
N° Cavitades: 4
Peso peça: 0.04 gr
Peso injetada: 0.54 gr
Eletrônico
Material: PC 20%GF
N° Cavitades: 2
Peso peça: 1.84 gr
Peso injetada: 4.38 gr

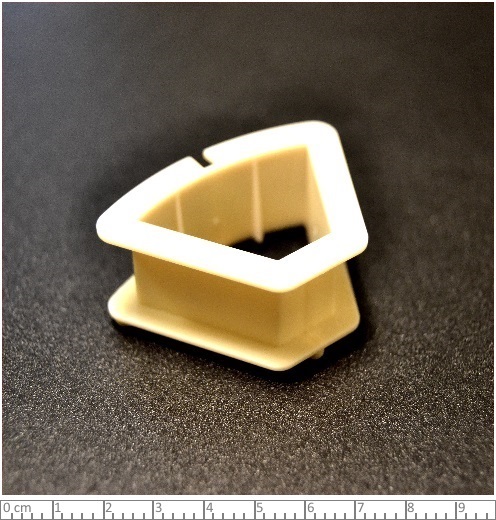
Médico
Material: PC
N° cavidade: 1
Peso peça: 1.07 gr
Peso injetada: 1.67 gr

Médico
Material: PPA 60%GF
N° Cavitades: 2
Peso peça:8.66 gr
Peso injetada: 17.32 gr

Médico
Material: PC
N° Cavitades: 1
Peso peça: 2.1 gr
Peso injetada: 2.8 gr

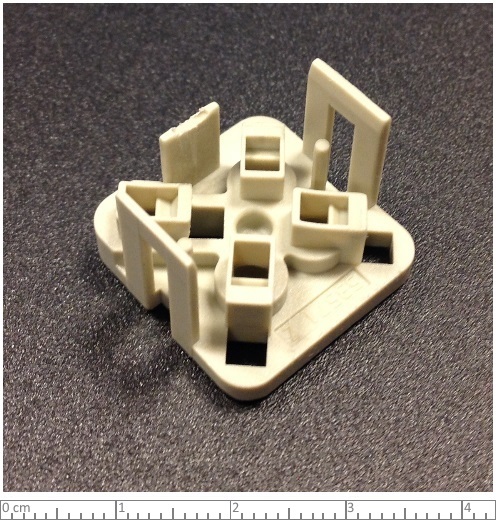
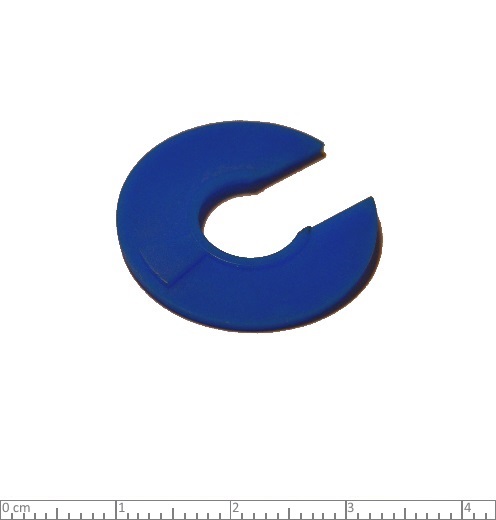
Mecânica
Material: PPA
N° Cavitades: 2
Peso peça: 1.09 gr
Peso injetada: 2.68 gr
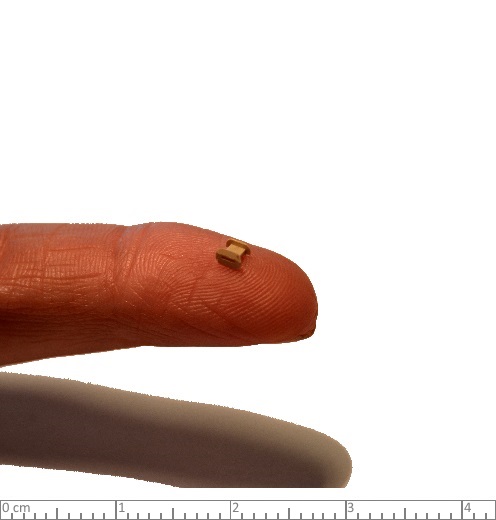
Eletrônico
Material: PBT
N° Cavitades: 1
Peso peça: 0.8 gr
Peso injetada: 1.3 gr
Médico
Material: ABS
N° Cavitades: 1
Peso peça: 2.14 gr
Peso injetada: 2.74 gr

Médico
Material: PEEK
N° Cavitades: 1
Peso peça: 0.55 gr
Peso injetada: 1.15 gr
Eletrônico
Material: PBT
N° Cavitades: 4
Peso peça: 0.055 gr
Peso injetada: 0.92 gr
Eletrônico
Material: PA 46
N° Cavitades: 16
Peso peça: 0.008 gr
Peso injetada: 0.93 gr

Eletrônico
Material: LCP
N° Cavitades: 4
Peso peça: 0.007 gr
Peso injetada: 0.43 gr
Médico
Material: PP/TPE
N° Cavitades: 4
Peso peça: 0.2 gr
Peso injetada: 1.5 gr

Automotivo
Material: PC
N° Cavitades: 1
Peso peça: 0.71 gr
Peso injetada: 1.21 gr

Eletrônico
Material: POM
N° Cavitades: 8
Peso peça: 0.04 gr
Peso injetada: 0.82 gr
Eletrônico
Material: PBT 30%FV
N° Cavitades: 1
Peso peça: 6.41 gr
Peso injetada: 7.11 gr
Eletrônico
Material: LCP
N° Cavitades: 4
Peso peça: 0.045 gr
Peso injetada: 0.68 gr

MIM
Material: AàO
N° Cavitades: 2
Peso peça: 4.82 gr
Peso injetada: 11.64 gr

Médico
Material: PC
N° Cavitades: 8
Peso peça: 0.02 gr
Peso injetada: 2.1 gr

MIM
Material: AàO N° Cavitades: 1
Peso peça: 15.37 gr
Peso injetada: 17.32 gr

Eletrônico
Material: PC
N° Cavitades: 4
Peso peça: 0.01 gr
Peso injetada: 0.03 gr

Micromecânica
Material: POM
N° Cavitades: 8
Peso peça: 0.22 gr
Peso injetada: 1.76 gr

Eletrônico
Material: LCP
N° Cavitades: 4
Peso peça: 0.001 gr
Peso injetada: 0.41 gr

CIM
Material: Zircônio
N° Cavitades: 2
Peso peça: 3.08 gr
Peso injetada: 7.16 gr

MIM
Material: AàO
N° Cavitades: 2
Peso peça: 3.85 gr
Peso injetada: 9.7 gr

Test
Material: PEEK
N° Cavitades: 1
Peso peça: 5.04 gr
Peso injetada: 5.04 gr

Fusão por cera perdida
Material: CERA
N° Cavitades: 2
Peso peça: 0.86 gr
Peso injetada: 2.32 gr
Fusão por cera perdida
Material: CERA
N° Cavitades: 2
Peso peça: 0.42 gr
Peso injetada: 1.44 gr
