






- Écran tactile LCD de 8″
- 10 langues sélectionnables
- Consultation aisée des pages grâce à des touches multifonction
- Contrôle qualité sur 4 paramètres du cycle
- Contrôle PID de la température (jusqu’à 420 °C)
- 4 zones de contrôle de la température (5e zone en option), avec réglage de la température du moule ou canal chaud 230 V
- Gère et mémorise plus de 1 000 cycles de production
- Sortie USB pour sauvegarde des programmes
- Connexion Ethernet: modbus TCP
- Contrôle de la pression avec transducteur électronique
- Contrôle de la position d’injection et fermeture avec transducteurs linéaires
- Hydraulique proportionnelle
- Motopompe insonorisé contrôlé par un variateur
- Carte Euromap 67 (en option)
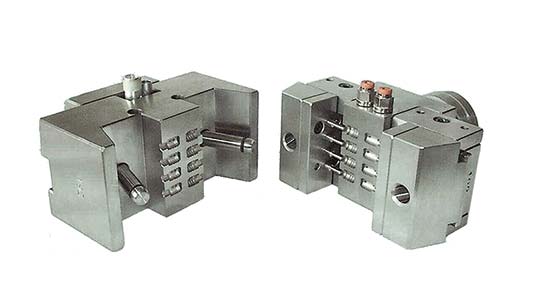
- Économie lors de la construction du moule grâce aux plateaux de la machine supports-matrice
- Faibles coûts de gestion – puissance installée 3 kW – refroidissement environ 120 l/h
- L’ injection peut être désaxée – 5 pistons de 3 à 15 cm³ avec des pressions de 2 650 à 815 bars
- Sortie pour le contrôle des auxiliaires
- Circuit de refroidissement (6 zones)
- Bande de tolérance des températures
- Extraction hydraulique avec capteur de contrôle de rentrée des extracteurs
- Gestion des vérins et soufflage d’air
Qualité des pièces produites
- Moule avec peu de empreintes. Précision dimensionnelle facile à obtenir. Grâce au faible coût horaire, il est possible d’obtenir un prix compétitif même avec des moules avec peu de empreintes.
- Layout de empreinte simple à équilibrer.
- Température homogène du moule. grâce aux petites dimensions du moule et au positionnement des thermocouples (dans la partie fixe et la partie mobile) à proximité des empreintes.
- Groupe d’injection conditionné. Thermorégulation par liquide pour garantir une température homogène du mélange. Grâce à la taille réduite du groupe de plastification à vis, une fois plastifiée, la pièce reste pendant un temps bref dans le groupe d’injection, ce qui garantit l’intégrité de cette dernière même lors de la production de pièces avec des capacités d’injection extrêmement réduites.
Faibles coûts de production
- Faible consommation électrique. Puissance installée 3 kW seulement, variateur pour la gestion de la vitesse du moteur. Consommations de 1,5 à 2,5 kW en cycle.
- Réduction du temps de changement de moule et de matière. Matrices fixées avec deux vis par partie, centrées sur les plateaux de la machine. Changement de matière et de couleur avec environ 150 g.
- Faible consommation pour la chauffe du moule. Dimensions du moule réduites aux seules matrices avec réduction conséquente du temps et de l’énergie nécessaires pour atteindre et maintenir la température correcte du moule. Utilisation de deux cartouches chauffantes et d’un thermocouple pour chaque partie du moule. Contrôle (PID) direct de la température du moule par la machine.
- Faible rapport coulée/pièce. L’injection directe dans la matrice permet d’obtenir une réduction considérable de la coulée. Poids moyen d’une coulée pour 4 empreintes : 0,5 g.
- Élot de production de moins d’1 m². Les dimensions réduites (1×0,6 m) permettent d’avoir un à lot de production complet (machine – refroidisseur – thermorégulateur) sur une surface de moins d’1 m².
- Flexibilité lors des productions importantes. En fractionnant la production sur plusieurs machines, seule une partie de la production est interrompue en cas de problème. Il est possible de produire simultanément des lots de couleurs différentes. En commençant par la petite production, il est possible de les augmenter en répliquant machine/moule.
- Économie pour les petites productions et les prototypes. Grâce à son coût horaire réduit, l’utilisation de la presse Babyplast s’avère particulièrement avantageuse pour les petites productions, ainsi que pour les prototypes.
Faible investissement dans le moule
- Moules avec peu de empreintes. Le faible coût horaire de la machine (d’environ 2 à 2,5 €/h) permet de réduire les coûts de production même avec des moules avec peu de empreintes. En particulier, pour des pièces techniques pour lesquelles le coût des empreintes est élevé (utilisation de chariot, etc.), l’économie d’énergie permise par la réduction du nombre d’empreintes conduit à des réductions de coûts importantes.
- Construction des matrices. Grâce au concept particulier des surface de la machine, nous avons développé les plateaux de la machine qui agissent comme un porte-moule. Pour produire sur une Babyplast, il suffit de construire les matrices seules, ce qui permet de ne pas utiliser de plaques porte-moule.
- Buse de la machine à injection directe. Grâce à une buse spéciale de refroidissement de la machine et à un obturateur pneumatique, il est possible d’effectuer l’injection directe de la machine à la pièce.
- Mini plaques standards. Une gamme de plaques standards pour moules Babyplast (produites par Rambaldi ou Hasco) est disponible en divers types d’acier pour les cas exigeant uniquement la construction de la empreinte. Ceci permet de réaliser des économies considérables de temps et de coûts de constructions du moule.
| Unitè | 6/12 | |||||
|---|---|---|---|---|---|---|
| Diamètre du piston | mm | 10 | 12 | 14 | 16 | 18 |
| Volume | cm³ | 4,7 | 6,8 | 9,2 | 12 | 15 |
| Pression d'injection | bar | 2.035 | 1.830 | 1.340 | 1.030 | 815 |
| Puissance installée | kW | 3 | ||||
| Force de fermeture | kN | 62,5 | ||||
| Force ouverture | kN | 4 | ||||
| Course ouverture | mm | 110 | ||||
| Force extraction | kN | 7,5 | ||||
| Course extraction | mm | 50 | ||||
| Pression hydraulique | bar | 130 | ||||
| Capacité du réservoir d'huile | l | 15 | ||||
| Cycle à vide | sec. | 2,4 | ||||
| Niveau de bruit | db | <70 | ||||
| Poids | Kg | 200 | ||||
| Alimentation | 3 ~ 400V. 50/60 Hz. + Neutre + Terre 3 ~ 230V. 50/60 Hz. + Terre 1 ~ 230V. 50/60 Hz. + Terre |
|||||
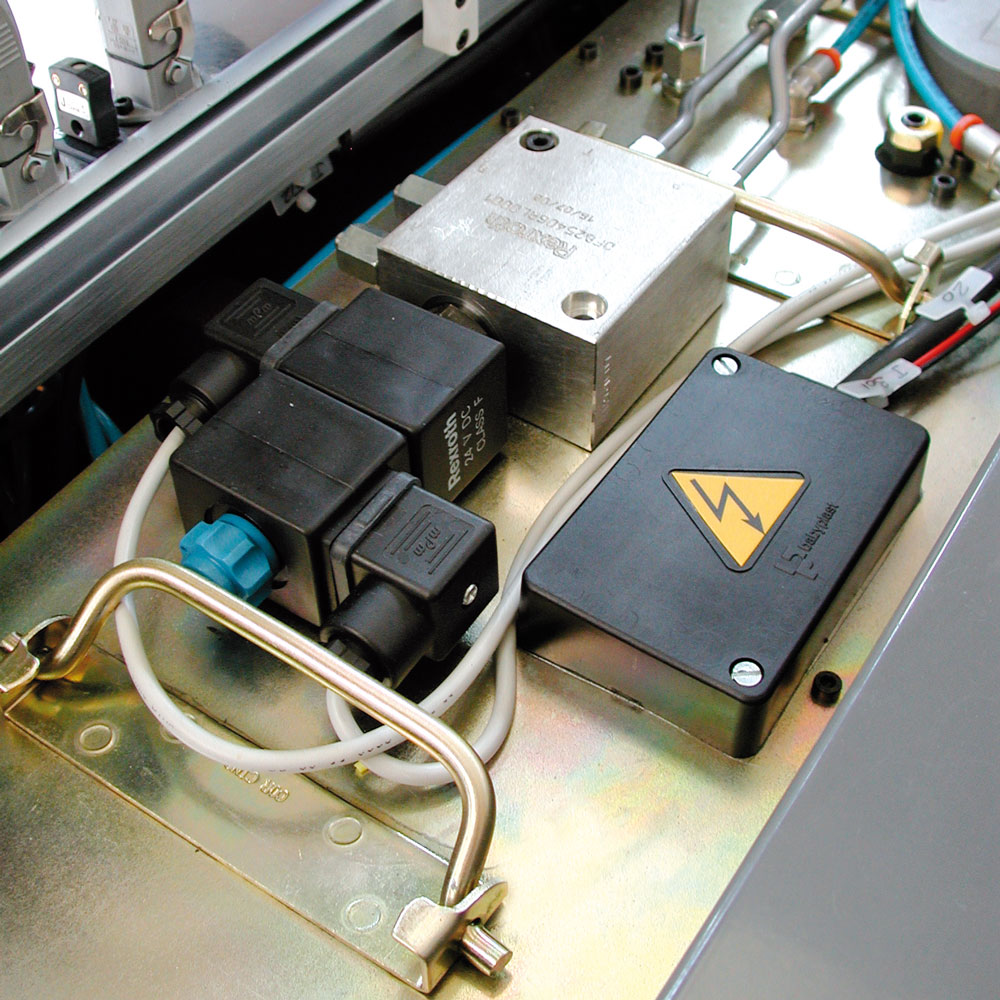
Tous les mouvements sont hydrauliques
Tous les mouvements de la machine sont commandés par un groupe motopompe (piloté par un variateur) à haut rendement situé dans le réservoir d’huile et facile à inspecter.
Plateaux spéciaux de la machine
La conception originale des plateaux de la machine permet de ne monter que les matrices et de réduire ainsi considérablement les dimensions et le coût des moules.
Mouvements
La presse est gérée par deux microprocesseurs qui contrôlent et gèrent les mouvements, les temps et les températures du cycle de production.
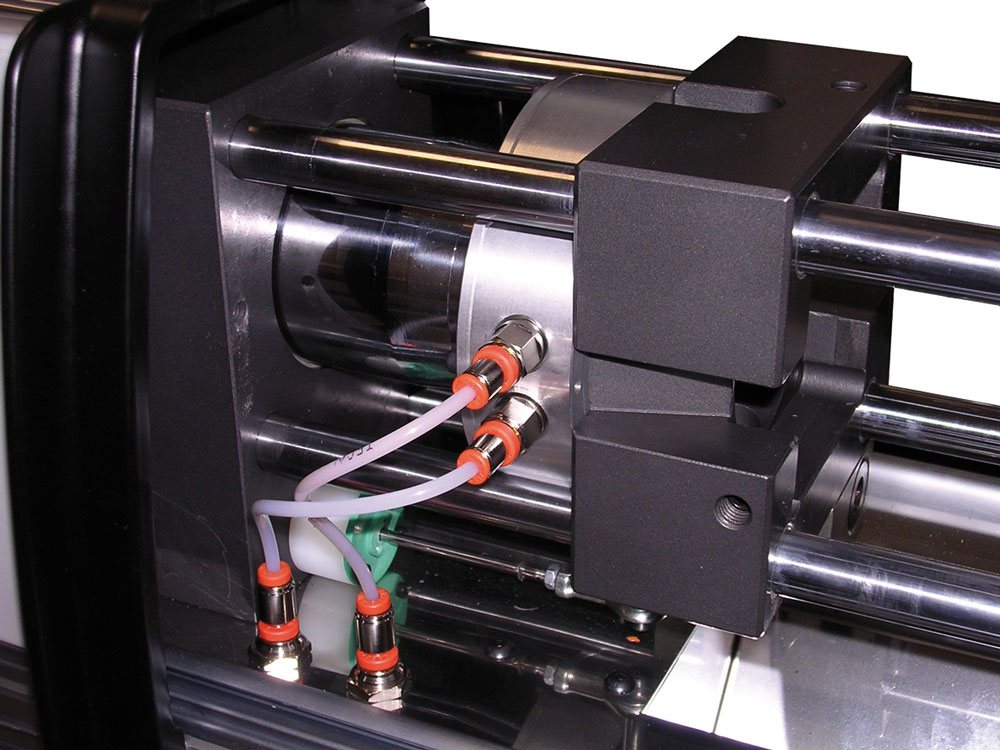
Hydraulique proportionnelle
Grâce à une hydraulique proportionnelle, les pressions lors des phases du cycle sont gérées et mémorisées par la machine.
Sécurité maximum
Certification CE.
Sécurité du moule
Rapprochement à basse pression.
Écran tactile couleur

Sortie USB et connexion Ethernet (modbus TCP).
Gestion du refroidissement
Le débit du liquide de refroidissement sur la presse est réglable grâce à un débitmètre.
Chauffe du moule
Pour les températures jusqu’à 200 °C, la machine est équipée en série de deux zones de chauffe en 230 Volt pour le moule, ce qui permet,,en insérant des résistances à cartouche et des thermocouples, de contrôler la température du moule directement sur l’écran.
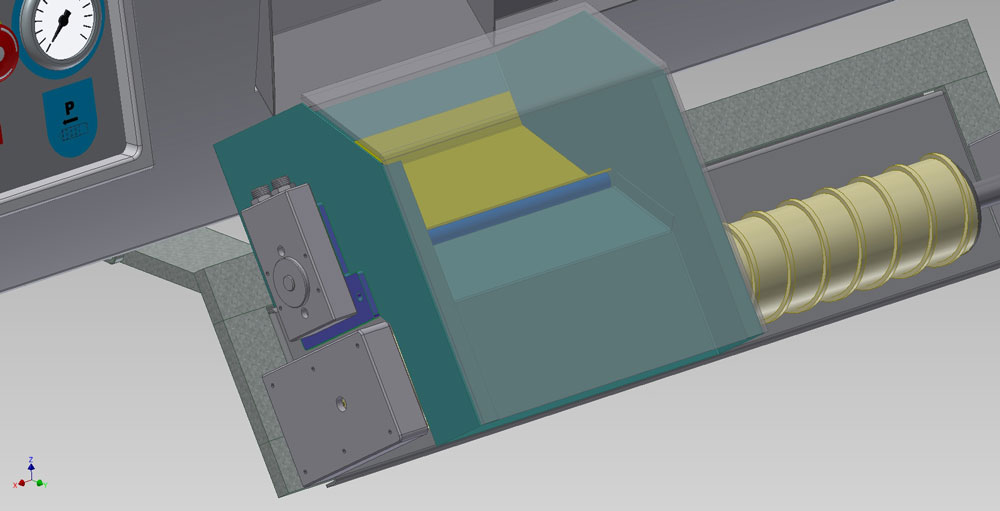
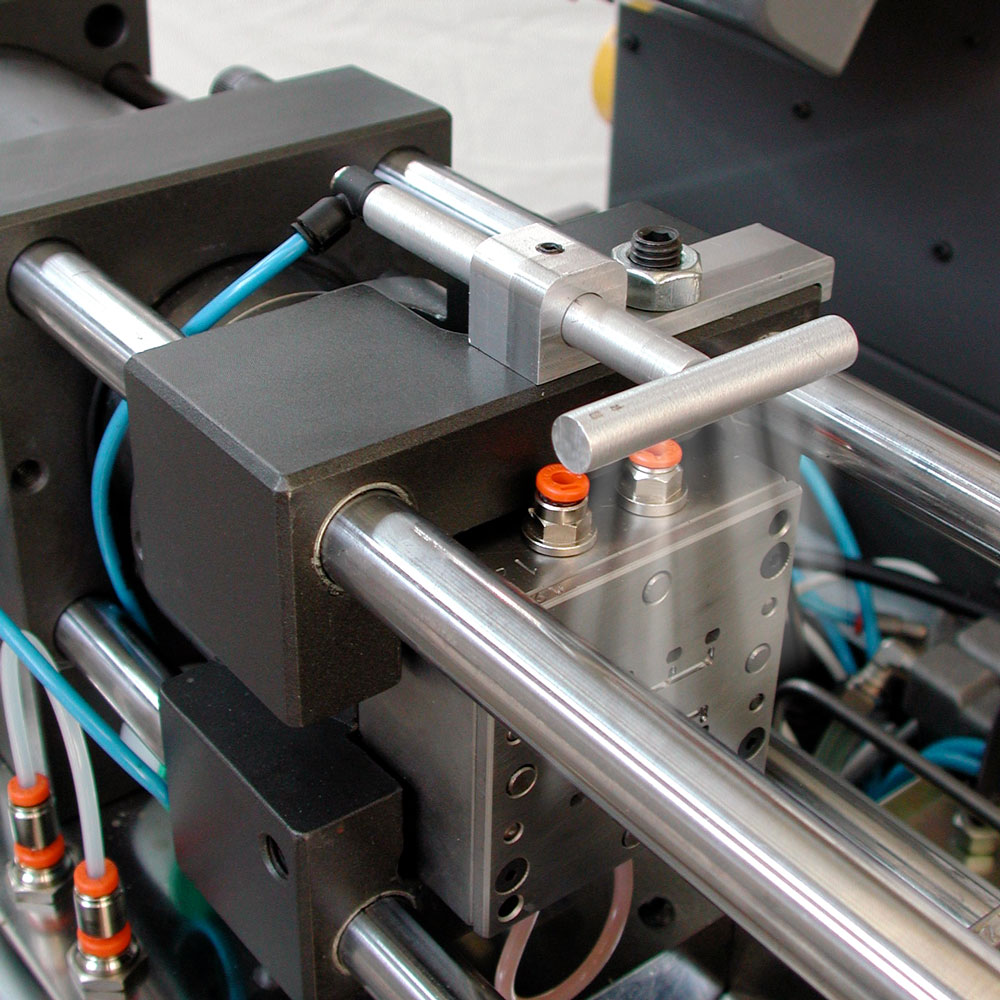
Injection décentrée
Le groupe d’injection possède deux position d’injection. Une centrale, et une plus basse de 25 mm. En cas d’empreinte unique, lorsqu’il est impossible d’effectuer une injection centrée (pour des raisons esthétiques), il est possible de maintenir l’empreinte en position centrale par rapport aux plateaux tout en effectuant l’injection sur un côté.

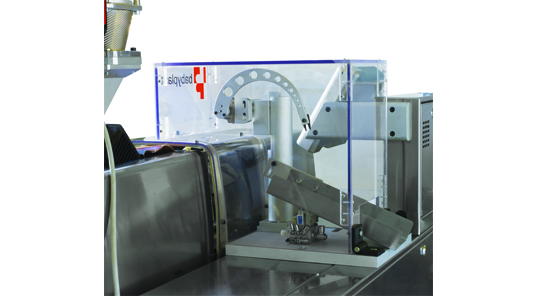
Porte pneumatique
C10012000 - Porte de protection moule pneumatique. Contrôle complet bi-manuel pour actionner la fermeture/l'ouverture et le démarrage du cycle machine.
Sélectionneur pièces non...
C10013300 - Sélectionneur pneumatique de pièces non conformes. Il s'installe sur le séparateur à rouleaux "RB026SR" quand le contrôle qualité est activé sur la machine. A chaque cycle hors tolérance par rapport aux paramètres définis, le sélectionneur pneumatique sera activé et réfusera les pièces non conformes.
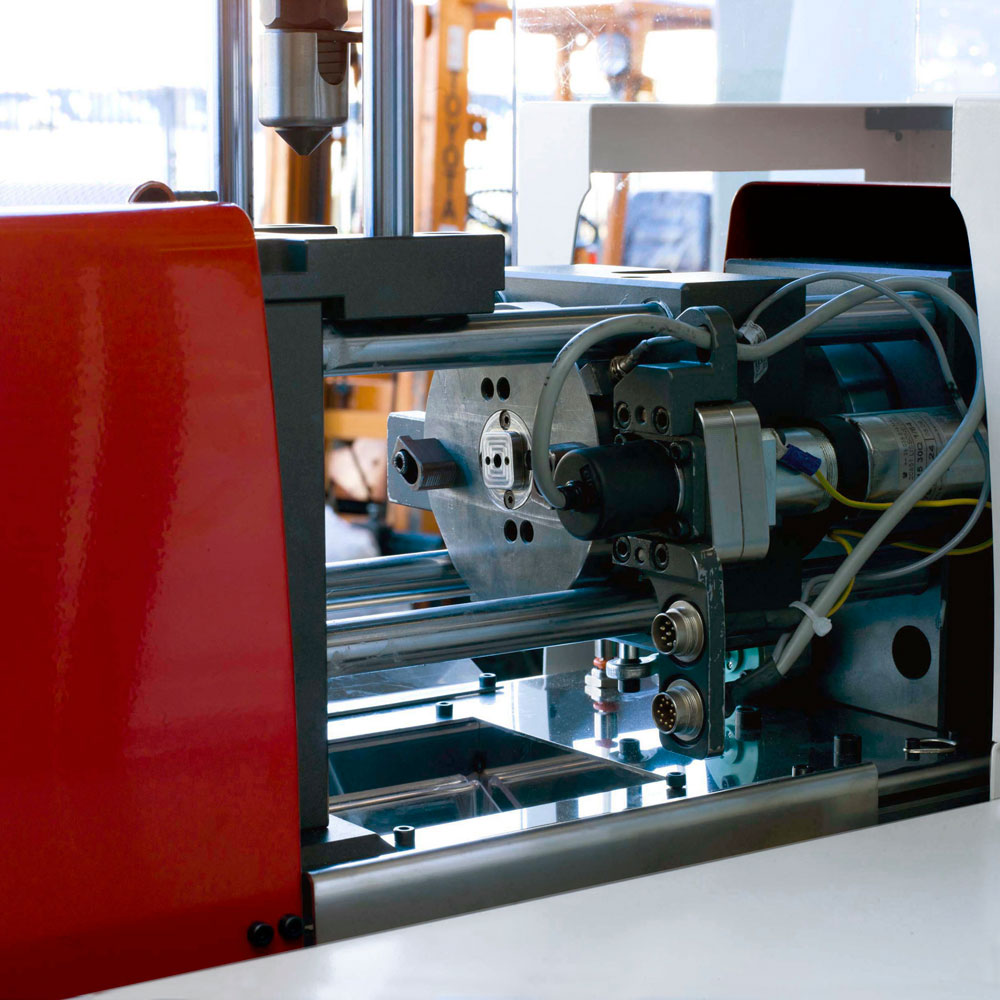
Table rotative
RB24TR/E - Table rotative électrique (diam. 170 mm) avec circuit de refroidissement intégré, pour moules à deux composants ou mould assembly. Gérée par un variateur et commandée directement depuis l'écran de la Babyplast. É utiliser en association avec des groupes d'injection (UAI) Babyplast.

Kit hautes températures
RB094HT - utiliser avec des matières thermoplastiques avec des températures de plastification supérieures à 350 °C.

Régulateur de chaleur
RB035TRM - Régulateur de chaleur pour moules Babyplast. Température maximum 90 °C puissance installée 0,7 kW. Pour des températures de moule supérieures à 90 °C et jusqu'à 200 °C, utiliser des résistances électriques Babyplast contrôlées directement par la machine.
Bague de refroidissement
C10006600 - Nécessaire en cas de chauffage du moule au-delà de 80 °C. Elle permet de refroidir le plateau mobile en empêchant le chauffage des colonnes et du cylindre de fermeture. En revanche, le plateau fixe est équipé d'un système de refroidissement interne de série sur la machine, et n'exige donc pas d'accessoire supplémentaires.
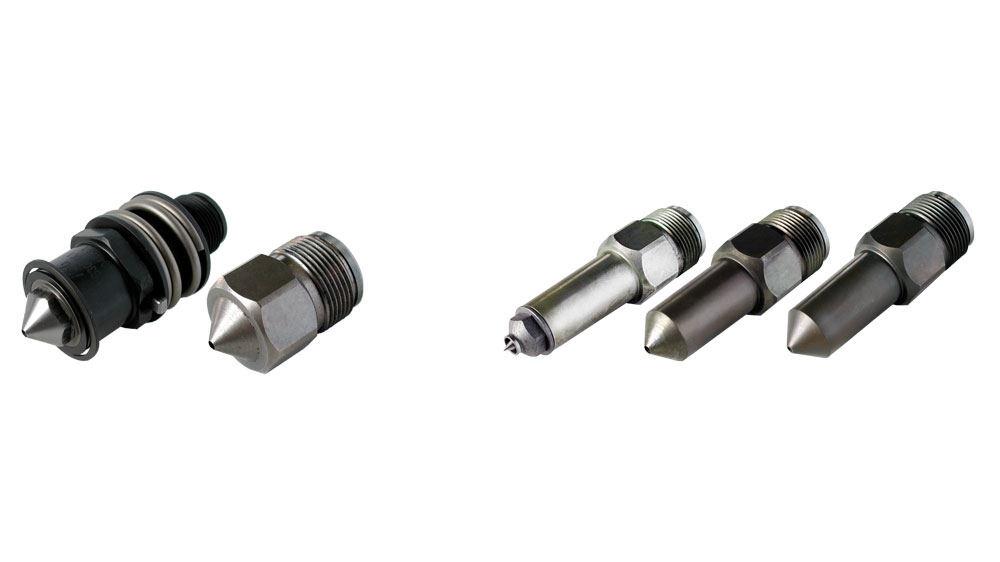
Buses
Une large gamme de buses est disponible afin de répondre aux diverses exigences:
- RB006UO - Buse à obturation
- C1006656400 - Buse mélangeuse - pour obtenir une coloration uniforme en utilisant du masterbatch. Disponible avec un diamètre d'injection standard ou de 1 mm.
- C20004100 - Buse avec diam. 1 mm
- RB008PEW - Buse pour injection directe - avec des matières à basse température (max. 240 °C), il est possible d'injecter directement sur la pièce sans utiliser de chambre chaude.

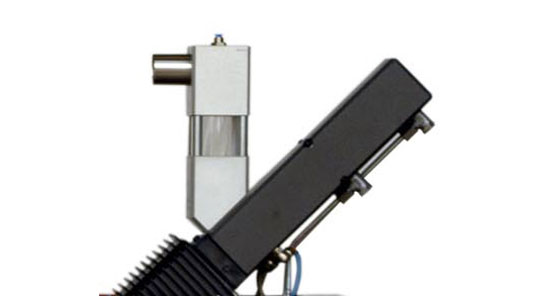
Séparateur de carottes à ...
RB027SR - Grâce à ses dimensions réduites (900x100 mm) et à sa facilité d'installation, il est possible de séparer les pièces produites par la coulée de manière simple et économique.
Il est possible de l'installer sur tous les modèles Babyplast.
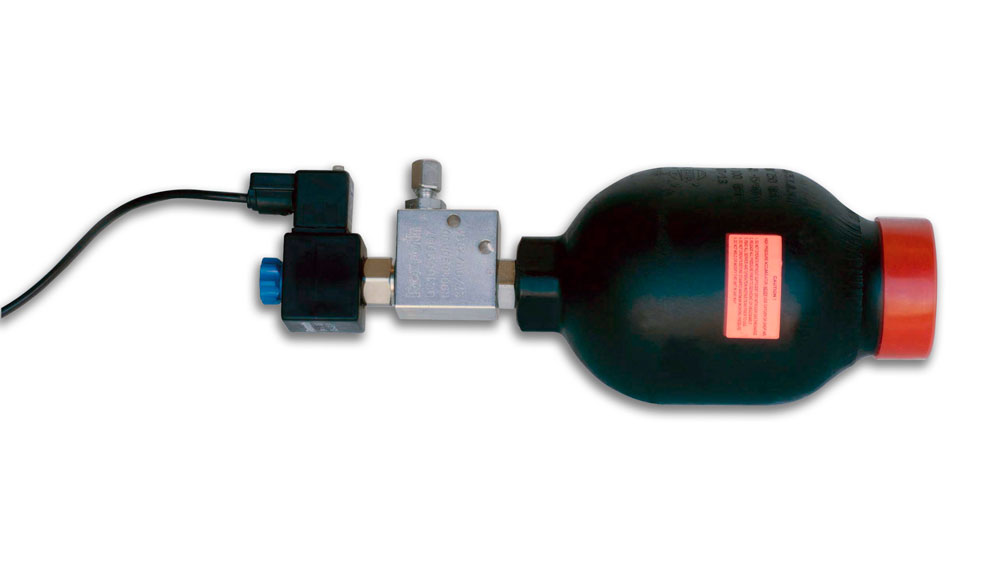
Accumulateur d'injection
RB031AC - Accumulateur de vitesse d'injection 0,75 l x 6/10P

Plaques de moule normalisées
Série de plaques normalisées pour moules Babyplast (75x75 mm) déjà préparées pour la fixation et avec coulée centrale. Également disponibles avec injection décentrée.
Alimentateur venturi
RB081AV - Spécifiquement étudié pour Babyplast, il permet, en utilisant de l'air comprimé, de charger également des granulés avec difficulté de chute.
- Poids réduit: environ 600 g au lieu de 6 kg pour un alimentateur standard.
- Il peut également être installé sur une trémie standard.
- Idéal pour les granulés avec difficulté de chute (TPE, etc.).
- Utilisation en chambre blanche: l'air utilisé pour le chargement peut être convoyé à l'extérieur de la chambre.
- Gestion directement à partir de l'écran de la Babyplast/UAI.
- ll peut contenir et conserver quelques grammes dans la trémie.
ATTENTION : UTILISER UNIQUEMENT DE L'AIR SÉCHÉ

Établi
RB002BA - Établi mobile pour Babyplast - 600x1000 h900 - prédisposé pour refroidisseur.

Alimentateur
RB003VH - Alimentateur pour granulés plastiques - 230 V-1-50/60 Hz.

Déshumidificateur
RB051DE - Déshumidificateur F. Micro2000
- cap. 1,5 dm3.
- 1/230 V/50 Hz -250 W
- temp. max. 180 °C avec alimentateur venturi, capteur de chargement - adaptateur Babyplast.
Avec une moindre consommation d'énergie, il permet de maintenir le matérial déshumidifié et à la température de préchauffage configurée directement au dessus du cylindre de plastification Babyplast.
ATTENTION : UTILISER UNIQUEMENT DE L'AIR COMPRIMÉ DÉSHUMIDIFIÉ
Séparateur préhenseur de...
RB092PMF Picker - Séparateur de carottes à pince pneumatique, pour l'évacuation de la coulée à l'arrière de la machine.
Il s'installe à l'arrière de la machine et est commandé directement depuis l'écran Babyplast. Pages de contrôle disponibles uniquement sur écran tactile de 8".

5e zone de chauffage
RB025ZA - Zone supplémentaire de contrôle de la température pour moule mobile.
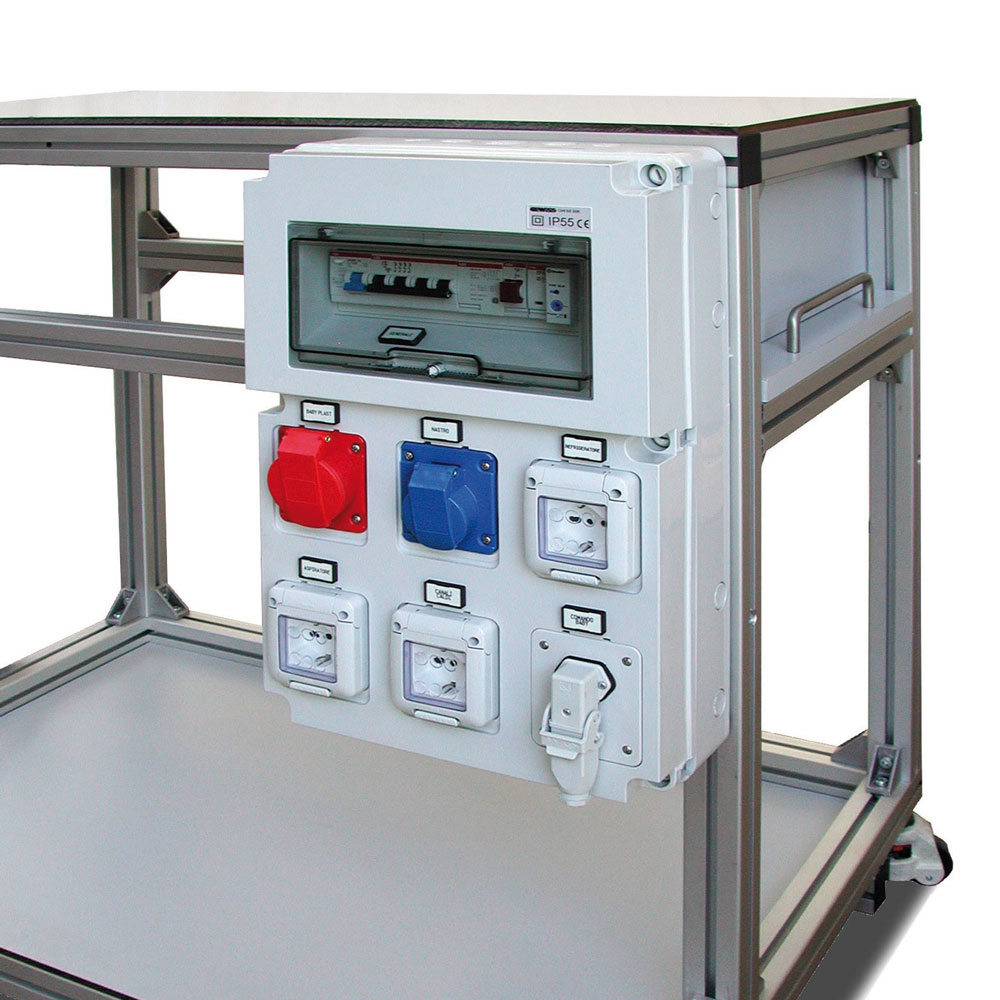
Cadre d'alimentation électrique
RB018QA - Cadre d'alimentation électrique puor control auxilières - CE - contrôlé par la machine; s'il est en état d'alarme, il coupe l'alimentation des circuits auxiliaires.

Chambres chaudes.
Des buses et chambres chaudes spéciales Babyplast jusqu'à 16 points d'injection sont disponibles. Ewikon - Asso - Thermoplay - Witosa - Gunter.
Moules Babyplast
Conseil, conception et fabrication de moules Babyplast.
Groupe hydr. Vérins
RB004MI - Groupe hydraulique pour le contrôle et l'actionnement de vérins.
Soufflage d'air
RB017SA - Soufflage d'air réglable, applicable au plateau mobile, équipé de vanne de contrôle.

Euromap 67
RB067EU - Prise interface
ROBOT Euromap 67.

Refroidisseur
RB003AT - Refroidisseur
- Puis. frigorifique 3,9kW
- Puis. absorbée 1,5 kW
- 575x445 h.640
- poids 77 kg
- 230 V/1/50/60 Hz

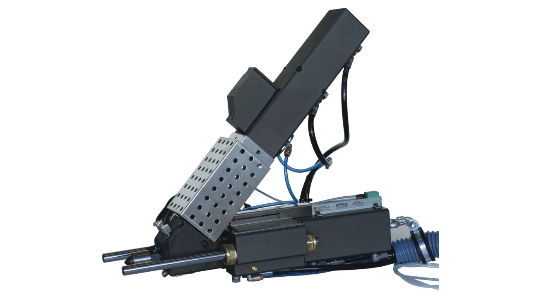
2K
2K Sur Babyplast 610P, il est possible d’installer un deuxième groupe d’injection (UAI Babyplast) pour le moulage à deux composants ou mould assembly. Le groupe UAI est une unité complètement autonome (avec un contrôle électronique et hydraulique séparé) facilement amovible et utilisable sur des machines standards en la fixant directement sur le moule.

Plastification Plus
Groupe de plastification PLUS, augmente le volume de la chambre de plastification de 15 cm³ (standard) à 30 cm³.
Groupe d’injection Plus
Groupe d’injection PLUS, augmente le volume injectable, disponible avec piston de diam. 16 mm (16 cm³) – 18 mm (20 cm³) – 20 mm (25 cm³) – 22 mm (30 cm³) – 24 mm (36 cm³).
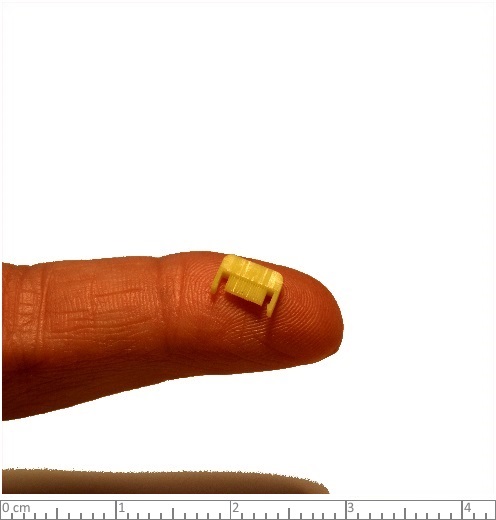
Micromécanique
Matériel: POM
N° Empreintes: 4
Poids pièce: 0.005 gr
Poids moulé: 0.42 gr

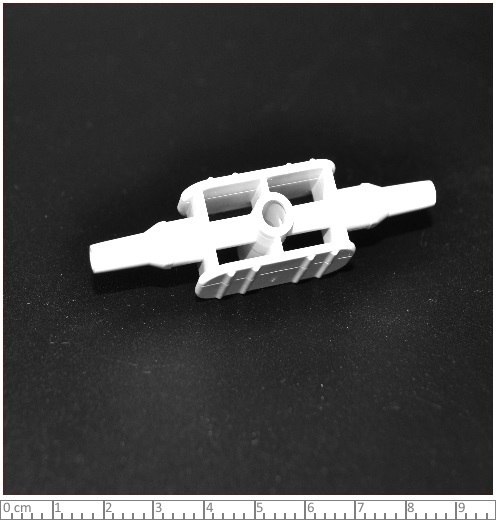
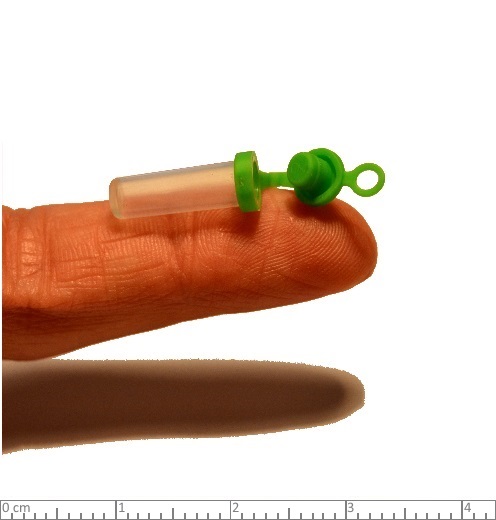
Médical
Matériel: PEEK
N° Empreintes: 1
Poids pièce: 1.59 gr
Poids moulé: 2.29 gr
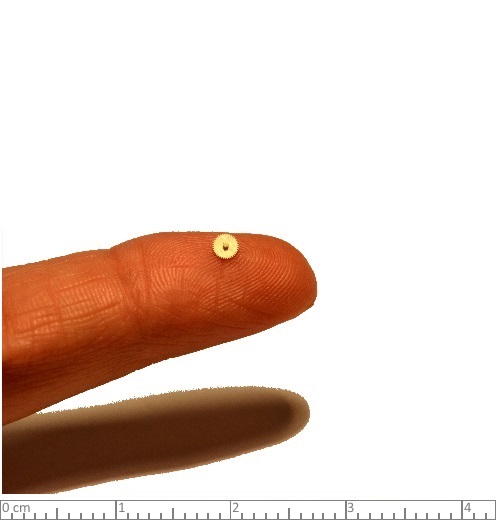
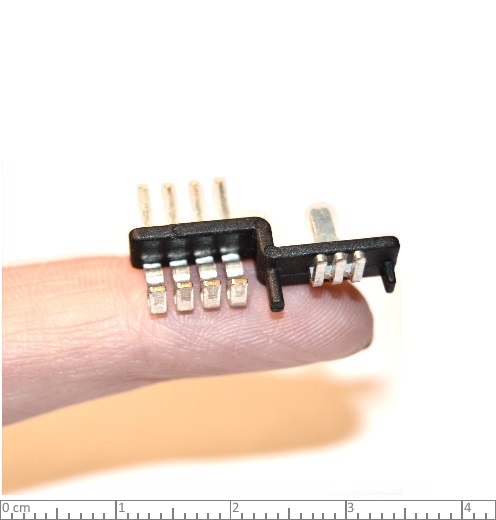
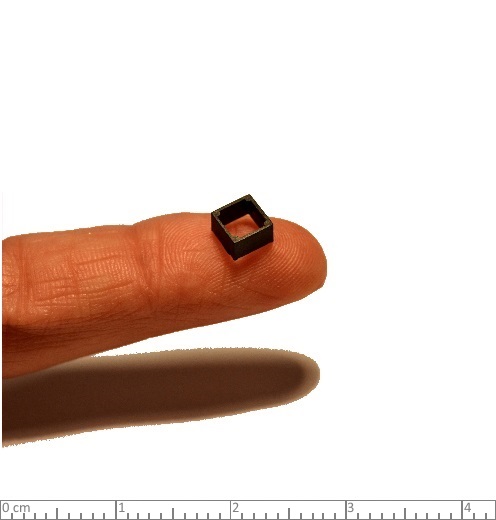
Électronique
Matériel: LCP
N° Empreintes: 2
Poids pièce: 0.005 gr
Poids moulé: 0.51 gr
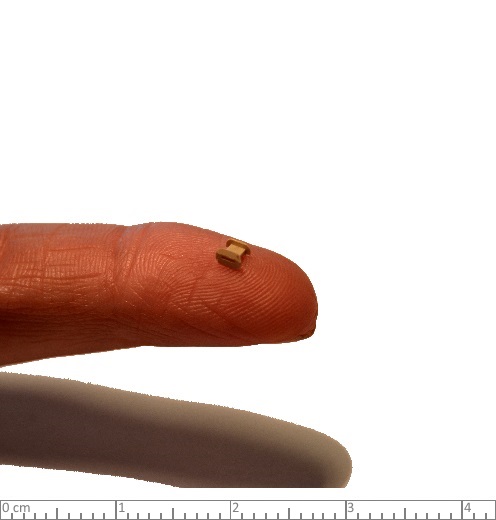
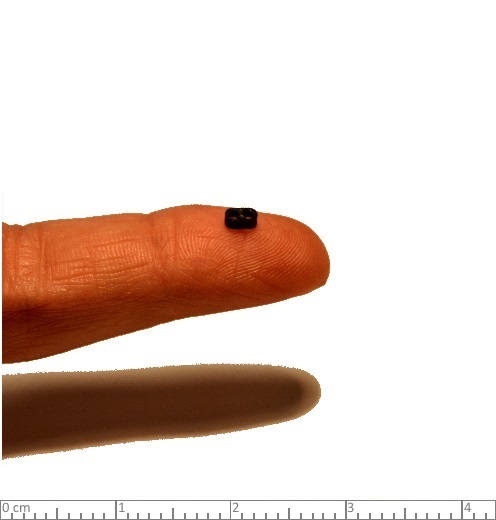
Électronique
Matériel: POM
N° Empreintes: 8
Poids pièce: 0.044 gr
Poids moulé: 0.75 gr

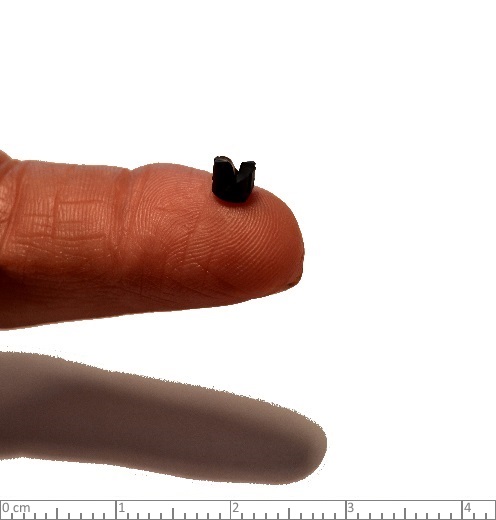
Électronique
Matériel: POM
N° Empreintes: 4
Poids pièce: 0.04 gr
Poids moulé: 0.54 gr
Électronique
Matériel: PC 20%GF
N° Empreintes: 2
Poids pièce: 1.84 gr
Poids moulé: 4.38 gr

Médical
Materiél: PC
N° Empreintes: 1 Poids pièce: 1.07 gr
Poids moulé: 1.67 gr

Médical
Matériel: PPA
N° Empreintes: 2
Poids pièce: 8.66 gr
Poids moulé: 17.32 gr

Médical
Matériel: PC
N° Empreintes: 1
Poids pièce: 2.1 gr
Poids moulé: 2.8 gr

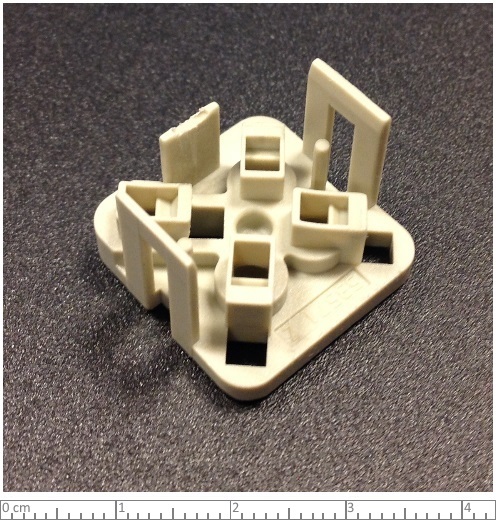
Mécanique
Matériel: PPA
N° Empreintes: 2
Poids pièce: 1.09 gr
Poids moulé: 2.68 gr
Électronique
Matériel: PBT
N° Empreintes: 1
Poids pièce: 0.8 gr
Poids moulé: 1.3 gr
Médical
Matériel: ABS
N° Empreintes: 1
Poids pièce: 2.14 gr
Poids moulé: 2.74 gr

Médical
Matériel: PEEK
N° Empreintes: 1
Poids pièce: 0.55 gr
Poids moulé: 1.15 gr
Électronique
Matériel: PBT
N° Empreintes: 4
Poids pièce: 0.055 gr
Poids moulé: 0.92 gr
Électronique
Matériel: PA 46
N° Empreintes: 16
Poids pièce: 0.008 gr
Poids moulé: 0.93 gr

Électronique
Matériel: LCP
N° Empreintes: 4
Poids pièce: 0.007 gr
Poids moulé: 0.43 gr
Médical
Matériel: PP/TPE
N° Empreintes: 4
Poids pièce: 0.2 gr
Poids moulé: 1.5 gr

Automotive
Matériel: PC
N° Empreintes: 1
Poids pièce: 0.71 gr
Poids moulé: 1.21 gr

Électronique
Matériel: POM
N° Empreintes: 8
Poids pièce: 0.04 gr
Poids moulé: 0.82 gr
Électronique
Matériel: PBT 30%FV
N° Empreintes: 1
Poids pièce: 6.41 gr
Poids moulé: 7.11 gr
Électronique
Matériel: LCP
N° Empreintes: 4
Poids pièce: 0.045 gr
Poids moulé: 0.68 gr

MIM
Matériel: ACIER
N° Empreintes: 2
Poids pièce: 4.82 gr
Poids moulé: 11.64 gr

Médical
Matériel: PC
N° Empreintes: 8
Poids pièce: 0.02 gr
Poids moulé: 2.1 gr

MIM
Matériel: ACIER
N° Empreintes: 1
Poids pièce: 15.37 gr
Poids moulé: 17.32 gr

Électronique
Matériel: PC
N° Empreintes: 4
Poids pièce: 0.01 gr
Poids moulé: 0.03 gr

Micromécanique
Matériel: POM
N° Empreintes: 8
Poids pièce: 0.22 gr
Poids moulé: 1.76 gr

Électronique
Matériel: LCP
N° Empreintes: 4
Poids pièce: 0.001 gr
Poids moulé: 0.41 gr

CIM
Matériel: ZIRCONIUM
N° Empreintes: 2
Poids pièce: 3.08 gr Poids moulé: 7.16 gr

MIM
Matériel: ACIER
N° Empreintes: 2
Poids pièce: 3.85 gr
Poids moulé: 9.7 gr

Test
Matériel: PEEK
N° Empreintes: 1
Poids pièce: 5.04 gr
Poids moulé: 5.04 gr

Fusion a Cire Perdue
Matériel: CIRE
N° Empreintes: 2
Poids pièce: 0.86 gr
Poids moulé: 2.32 gr
Fusion a Cire Perdue
Matériel: CERA
N° Empreintes: 2
Poids pièce: 0.42 gr
Poids moulé: 1.44 gr
